
















Application guidelines
47
FRCC.PC.021.A5.22
Installation
Compressor connection
When brazing the compressor fittings, do not
overheat the compressor shell, which could
severely damage certain internal components
due to excessive heating. Use of a heat shield
and/or a heat-absorbent compound is highly
recommended. Due to the relatively sizable
tubing and fitting diameters a double-tipped
torch using acetylene is recommended for
brazing operation on PSH compressors.
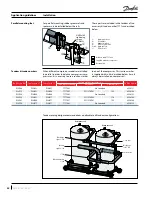
For brazing the suction and discharge
connections, the following procedure is advised:
• Make sure that no electrical wiring is
connected to the compressor.
• Protect the terminal box and compressor
painted surfaces from torch heat damage
(see diagram).
• Remove the Teflon gaskets when brazing
rotolock connectors with solder sleeves.
• Use only clean refrigeration-grade copper
tubing and clean all connections.
• Use brazing material with a minimum of 5%
silver content.
• Purge nitrogen or CO2 through the
compressor in order to prevent against
oxidation and flammable conditions. The
compressor should not be exposed to the
open air for extended periods.
• Use of a double-tipped torch is
recommended.
• Apply heat evenly to area A until the brazing
temperature is reached. Move the torch
to area B and apply heat evenly until the
brazing temperature has been reached there
as well, and then begin adding the brazing
material. Move the torch evenly around
the joint, in applying only enough brazing
material to flow the full circumference of the
joint.
• Move the torch to area C only long enough
to draw the brazing material into the joint,
but not into the compressor.
• Remove all remaining flux once the joint has
been soldered with a wire brush or a wet
cloth. Remaining flux would cause corrosion
of the tubing.
B
C
A
heat shield