

























Application guidelines
48
FRCC.PC.021.A5.22
Installation
Vacuum evacuation and
moisture removal
Moisture obstructs the proper functioning of
the compressor and the refrigeration system. Air
and moisture reduce service life and increase
condensing pressure, and cause excessively high
discharge temperatures, which can destroy the
lubricating properties of the oil. Air and moisture
also increase the risk of acid formation, giving
rise to copper platting. All these phenomena
can cause mechanical and electrical compressor
failure.
For these reasons it’s important to perform a
vacuum dehydration on the system to remove
all residual moisture from the pipe-work after
assembly;
PSH compressors are delivered with < 100 ppm
moisture level. The required moisture level in
the circuit after vacuum dehydration must be
< 100 ppm for systems with a PSH.
• Never use the compressor to evacuate the
system.
• Connect a vacuum pump to both the LP &
HP sides.
• Evacuate the system to a pressure of
0.02 in Hg (500 μm Hg) absolute.
Do not use a megohm meter nor apply power to
the compressor while it’s under vacuum as this
may cause internal damage.
System pressure test
Leak detection
Ensure that no flux is allowed to enter into the
tubing or compressor. Flux is acidic and can cause
substantial damage to the internal parts of the
system and compressor.
The polyolester oil used in PSH compressors
is highly hygroscopic and will rapidly absorb
moisture from the air. The compressor must
therefore not be left open to the atmosphere
for a long period of time. The compressor fitting
plugs shall be removed just before brazing the
compressor. The compressor should always be
the last component brazed into the system.
Before eventual unbrazing the compressor or
any system component, the refrigerant charge
must be removed from both the high- and low
pressure sides. Failure to do so may result in
serious personal injury. Pressure gauges must be
used to ensure all pressures are at atmospheric
level.
For more detailed information on the appropriate
materials required for brazing or soldering, please
contact the product manufacturer or distributor.
For specific applications not covered herein,
please contact Danfoss for further information.
Always use an inert gas such as nitrogen for
pressure testing. Never use other gasses such as
oxygen, dry air or acetylene as these may form
an inflammable mixture. Do not exceed the
following pressures
Pressurize the system on HP side first then LP side
to prevent rotation of the scroll. Never let the
pressure on LP side exceed the pressure on HP
side with more than 73 psig.
In order to insure LIV integrity, never let the
pressure on HP side exceed the pressure on LP
side with more than 508 psig.
On PSH051-064-077 models which have an
internal non return valve in discharge fitting or
if an external non return valve is present on the
discharge line, we advise to pressurize the system
not quicker than 70 psig/s to allow pressure
equalization between LP and HP side over scroll
elements.
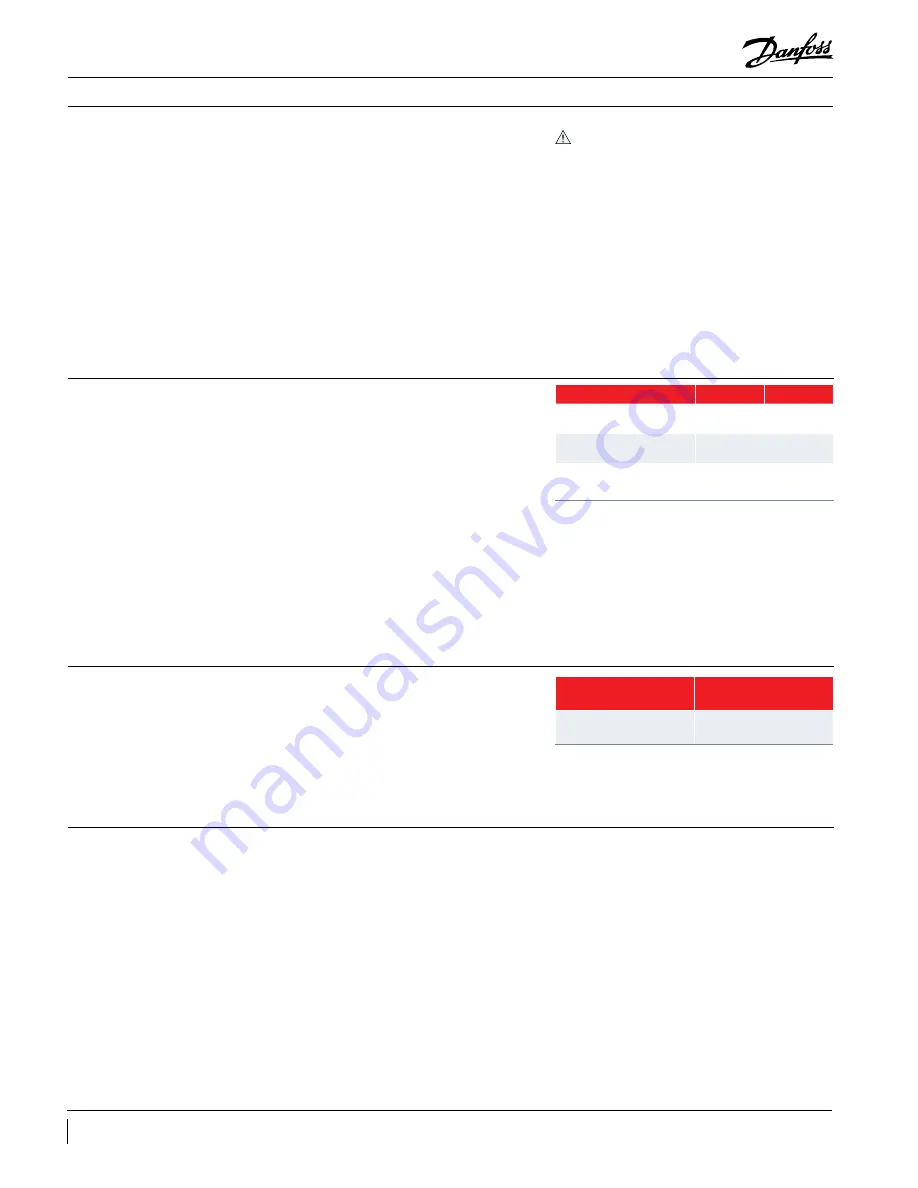
Leak detection must be carried out using a
mixture of nitrogen and refrigerant or nitrogen
and helium, as indicated in the table below.
Never use other gasses such as oxygen, dry air
or acetylene as these may form an inflammable
mixture.
Pressurize the system on HP side first then LP side.
Leak detection with
refrigerant
Leak detection with a
mass spectrometer
Nitrogen & R410A
Nitrogen & Helium
Note 1: Leak detection with refrigerant may be forbidden in
some countries. Check local regulations.
Note 2: The use of leak detecting additives is forbidden as they
may affect the lubricant properties.
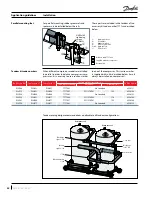
PSH051
PSH064-077
Maximum compressor test
pressure (low side)
497 psig
483 psig
Maximum compressor test
pressure (high side)
706 psig
Maximum pressure
difference between high &
low side of the compressor
508 psig







































































