


























9
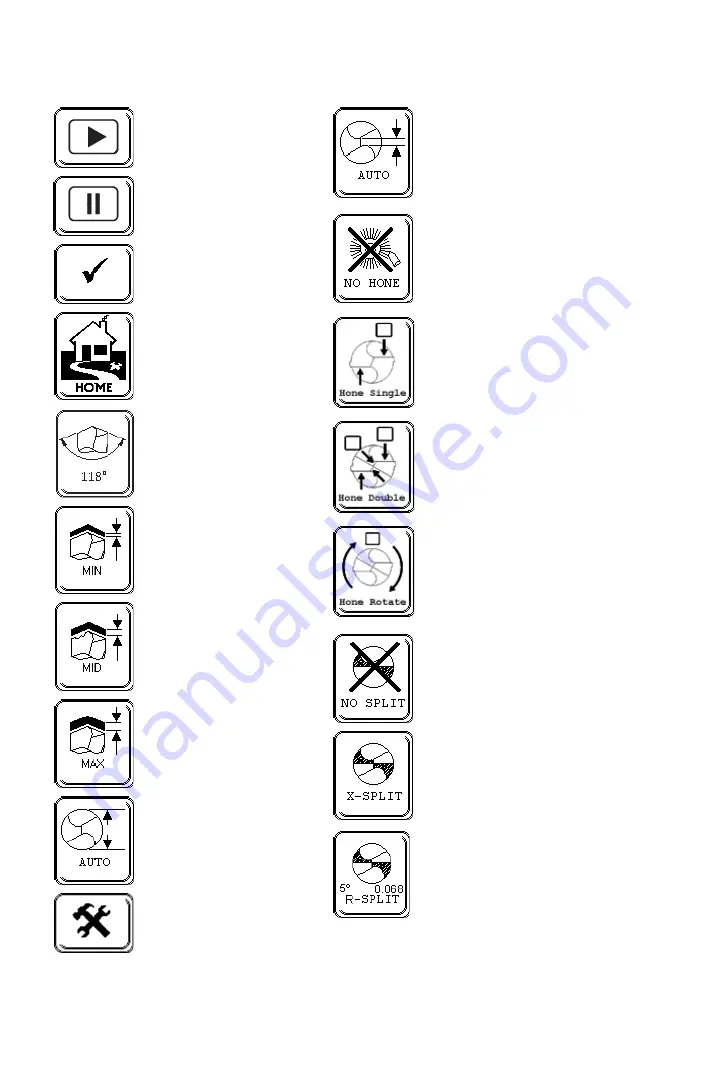
Cycle Start (Green)
Web Thickness
Detection Screen
No Hone Selected
No Split or No Grind Selected
Standard Split Point
Radius Split Point
Cycle Stop (Amber)
Continue
Return to Home
Point Angle Selection
Minimal Material
Removal
Mid-range Material
Removal
Primary and secondary
cutting edge hone
Hone primary cutting
edge after sharpening
Rotate drill in hone brush
Maximum Material
Removal
Diameter Detection
Auto Or Manual
Tools Button To Access
Second Page
Touch Screen Icon Reference
Summary of Contents for XPS-16+
Page 1: ...Operating Instructions XPS 16 CNC Drill Grinder and Sharpener ...
Page 2: ......
Page 40: ...37 Notes ...
Page 41: ...38 ...







































































