





























461933
Issue no : 08
Series : C
11/2016
34 / 64
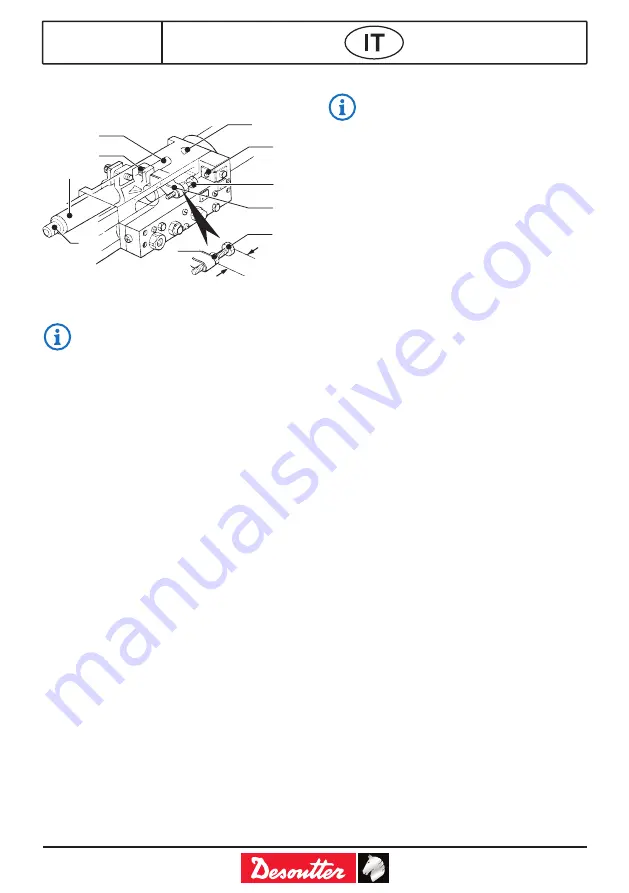
MESSA A PUNTO PER LA FORATURA
La punta per forare deve essere situata almeno
6 mm al di sopra del pezzo.
7
6
4
9
2
3
1
8
1
HCU
20mm
min.
Figura 5
Questa messa a punto si riferisce al
modulo con controllo di limitazione
avanzamento. Alla messa a punto
del modulo normale senza unità HCU
occorre non tener conto delle indicazioni
ad essa relative.
●
Impostare la distanza tra (1) e (2) in modo
che risulti uguale alla profondità di foratura
richiesta PIÙ la distanza tra la punta e il
pezzo agendo su (3).
●
Bloccare in posizione mediante (4) alla
coppia prescritta.
●
Posizionare l’unità HCU su (3).
●
Impostare la distanza tra (6) e (7) come
richiesto al di sopra del pezzo.
●
Svitare (8) allontanandolo dall’unità HCU per
regolarne la resistenza al valore minimo.
●
Aprire completamente la Figura 3 (13).
●
Chiudere la Figura 3 (11).
●
Collegare l’alimentazione dell’aria e premere
la Figura 3 (6).
●
Per ottenere l’avanzamento e la ritrazione
operativi richiesti regolare la Figura 3 (11/13).
●
Utilizzare la Figura 5 (1) per la regolazione
della profondità finale .
●
Bloccare mediante Figura 5 (9).
●
Effettuare una serie di forature di prova
per determinare l’avanzamento ideale e le
tarature dell’unità HCU mediante Fig. 3 (11).
MESSA A PUNTO PER FILETTATURA
Nota 1
: È importante che la velocità di
avanzamento dell’utensile sia adatta
al passo del filetto da maschiare. Se
l’avanzamento non è esatto la filettatura
risulterà deformata. L’inconveniente è
più vistoso sulle materie plastiche e sulle
leghe leggere.
Nota 2
: La velocità di ritorno deve
essere lievemente superiore a quella
di filettatura onde garantire lo svincolo
efficiente del maschio.
●
Montare l’attrezzo con il maschio saldamente
bloccato nel mandrino ed effettuare alcune
operazioni di filettatura di prova su blocchetto
idoneo.
●
L’estremità del maschio DEVE risultare
almeno 14 mm al di sopra del blocchetto di
prova onde consentire l’effettuamento della
corsa di innesto inversione della testina porta
maschio.
●
Impostare la distanza tra Fig. 5 (2) e (1) alla
profondità di filettatura PIÙ la distanza tra il
maschio e il pezzo.
●
Per ottenere l’avanzamento e la ritrazione
operativi richiesti regolare la Figura 3 (11/13).
● Effettuare un’operazione di filettattura di
prova e controllare il profilo del filetto finito
procedendo alla regolazione di Fig.3 (11/13)
e ripetere l’operazione finché non risultano
soddisfatte le condizioni di cui alle Note 1 e
2.
NORME DI MANUTENZIONE
Generalità
Lubrificanti prescritti:
●
Grasso - Molykote Longterm W2 per
scanalature e asta di guida
●
Grasso - Molykote PG75 Plastislip per
O-Ring
●
Grasso - BP FGOOEP per foro del cilindro.
Norme di pulitura
Requisiti:
(1) Recipiente per immergere i componenti.
(2) Petrolio pulito di buona qualità.
●
Immergere i componenti nel recipiente
contenente il petrolio.
●
Assicurarsi della loro totale immersione
agitandoli per verificare l’avvenuto lavaggio
dei condotti dell’aria.
●
Togliere i componenti dal recipiente,
asciugarli bene mediante aria compressa
applicata ai condotti aria per asportare ogni
traccia di umidità.







































































