

























English
9
Maximum torque for 1/4" stud (Ft.-Lbs.)
2
Maximum torque for 3/8" stud (Ft.-Lbs.)
4
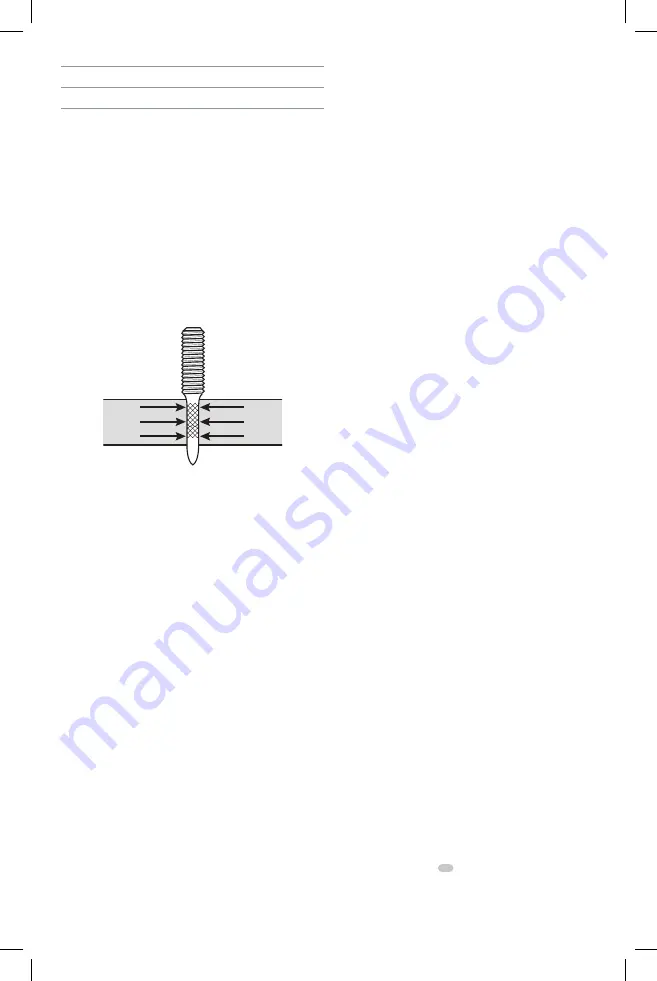
Functioning in Steel (Fig. P)
The load performance of a powder‑actuated fastener
when installed into steel base materials is based on the
following factors:
• Thickness of the steel
• Tensile strength of the steel
• Shank diameter of the fastener
• Depth of point penetration through the steel
• Fastener spacing and edge distance.
When a powder‑actuated fastener is driven into steel, it
displaces the steel laterally 360° around the shank of the
fastener. Since steel is an elastic material, it presses back
against the shank of the fastener to hold it in place.
Fig. P
As the diameter of the fastener shank is increased, the load
capacity obtained will generally increase provided the steel
thickness is sufficient to accept the fastener. To further
increase fastener performance in steel, some fasteners have
a knurled shank which allows the steel to form a key lock
into the grooves to provide higher capacities than those
obtained with a smooth shank. For optimum performance,
the fastener point should completely penetrate the steel.
Normally, a minimum of 1/4" (6.5 mm) is allowed for the
point length. An increase in performance can be expected
until the fastener no longer completely penetrates through
the steel. At this point, the elastic properties of the steel
cause a compression force to be developed at an angle
against the fastener point which reduces load capacity.
In thicker steel base materials, adequate load capacities
may be obtained for applications in which the point of
the fastener does not fully penetrate the steel. Job site
performance tests are recommended. Fasteners should not
be used in areas that have been welded or cut with a torch
as these procedures may have caused local hardening of
the steel. Over driving of the fastener should be avoided as
the rebound created may reduce the load capacity or cause
damage to the fastener. When fastening into unsupported
long steel members, it may be necessary to provide support
in the area of the fastening to prevent spring action which
can cause inconsistent penetration and a reduction in
load capacity.
Installation in Steel
The following guidelines are based on the installation of
a fastener in ASTM A 36 structural steel with the point
fully penetrating the steel member. Recommended
steel material thickness ranges from a minimum of 1/8"
(3 mm) to a maximum of 3/8" (9.5 mm). For use in higher
strength structural steel, applications where the point does
not penetrate the steel member, or a thickness of steel
greater than 3/8" (9.5 mm), job site performance tests
are recommended.
Base Material Thickness
Steel base materials should be a minimum of 1/8" (3 mm)
in thickness.
Edge Distance
For installations in A 36 steel, 1/2" (13 mm) is the
recommended minimum edge distance.
Spacing
The recommended minimum distance between fastenings
is 1‑1/2" (38 mm) center to center for installations in ASTM
A 36 steel.
Fastener Length Selection in Steel
For permanent applications when using fasteners in steel,
first determine the thickness of the fixture to be fastened.
To this, add the thickness of the steel base material plus
a minimum of 1/4" (6.5 mm) to allow for proper point
penetration. This will be the minimum fastener shank length
required. Do not select a fastener length longer than that
required for the application. An excessively long shank can
burnish or polish the hole created in the steel resulting in a
reduction in load capacity.
For removable applications with threaded studs, the shank
length required is equal to the thickness of the steel base
material plus a minimum of 1/4" (6.5 mm) to allow for
proper point penetration. This will be the minimum fastener
shank length required. Do not select a shank length longer
than that required for the application. An excessively long
shank can burnish or polish the hole created in the steel
resulting in a reduction in load capacity. To determine the
minimum threaded length, add the thickness of the fixture
and the nut/washer thickness. The nut and washer thickness
is equal to the nominal thread diameter.
Do not over tighten threaded studs. Use of a nut setter is
recommended to reduce the possibility of over tightening
the fasteners. For critical applications, perform a job site test.
Loading the Tool (Fig. Q, R)
WARNING:
Always load the fastener before inserting
or advancing the powder load strip to prevent injury
to the operator or bystanders in the event of an
accidental discharge.
Loading the Single Shot Nose (Fig. Q)
WARNING:
Load ONLY one fastener at a time. Always
check to make sure there isn't a fastener already
loaded before loading the tool.
1. Make sure there are no powder loads in the tool.
2. Place the fastener
26
, point out, into the end of the
single shot nose until the fluted tip fits inside. Do not
use excessive force when inserting the fastener. If
excessive force is required, stop and determine why
Summary of Contents for DFD270
Page 55: ......







































































