

























English
9
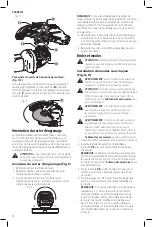
Gear Case Orientation
DWE46144N and DWE46166N are sold with the spindle-
side of the gear case facing to the left relative to the switch
or trigger facing down. This position is ideal for cutting
applications. The gear case can be repositioned to a
different orientation if preferred by the user.
CAUTION:
Do not reposition the gear case when
using the stock adjustable cut-off guard.
Rotating The Gear Case (Fig. F)
1. Remove guard and flanges from tool.
2. Remove the four corner screws attaching the gear case
to motor housing.
3. While keeping contact between gear case and motor
housing, rotate the gear case to the desired position.
90˚
90˚
Fig. F
nOTE:
If the gear case and motor housing become
separated by more than 1/4" (6.35 mm), the tool must be
serviced and re-assembled by a
D
e
WALT
service center.
Failure to have the tool serviced may cause brush, motor
and bearing failure.
4. Re-install screws to attach the gear case to the motor
housing. Tighten screws to 18 in./lbs. (2.03 Nm) torque.
Overtightening could cause screws to strip.
5. Re-install guard and correct flanges for the
appropriate accessories.
Flanges and Wheels
CAUTION:
Turn unit off and unplug the tool before
making any adjustments or removing or installing
attachments or accessories.
Mounting Non-Hubbed Wheels
(Fig. G, H)
WARNING:
Failure to properly seat the flanges and/or
wheel could result in serious injury (or damage to the
tool or wheel).
CAUTION:
Included flanges must be used with
depressed center Type 27/42 grinding wheels and
Type 1/41 cutting wheels. See the
Accessories Chart
for more information.
WARNING:
A closed, two-sided cutting wheel guard
is required when using abrasive cutting wheels or
diamond coated cutting wheels.
WARNING:
Use of a damaged flange or guard or fail-
ure to use proper flange and guard can re sult in injury
due to wheel breakage and wheel contact. See the
Accessories Chart
for more information.
1. Place the tool on a table, guard up.
2. Install the unthreaded backing flange
6
on spindle
19
with the raised center (pilot) facing the wheel.
nOTE:
The 3" (76 mm) diameter stamped steel backing
flange is ONLY for use with 6" (152 mm) Type 27
grinding wheels. Refer to Fig. G and the
Accessory
Chart
for more information.
3. Place wheel
20
against the backing flange,
centering the wheel on the raised center (pilot) of the
backing flange.
4. While depressing the spindle lock button, thread the
threaded locking flange
7
on spindle.
nOTE:
If the wheel you are installing is more than 1/8"
(3.17 mm) thick, place the threaded locking flange on
the spindle so that the raised section (pilot) fits into the
center of the wheel. If the wheel you are installing is
1/8" (3.17 mm) thick or less, place the threaded locking
flange on the spindle so that the raised section (pilot) is
not against the wheel.
Fig. G
Over 1/8" (3.17 mm)
wheels
Backing Flange
Locking flange
1/8" Or less (3.17 mm)
wheels
Backing Flange
Locking flange
5. While depressing the spindle lock button, tighten the
threaded locking flange
7
using a wrench.
6. To remove the wheel, depress the spindle lock button
and loosen the threaded locking flange.
Fig. H
6
7
19
20
Mounting Sanding Backing Pads (Fig. I)
nOTE:
Use of a guard with sanding discs that use backing
pads, often called fiber resin discs, is not required. Since a
guard is not required for these accessories, the guard may or
may not fit correctly if used.
WARNING:
Failure to properly seat the clamp nut
and/or pad could result in serious injury (or damage
to the tool or wheel).
WARNING:
Proper guard must be reinstalled for
grinding wheel, cutting wheel, sanding flap disc,







































































