



























22
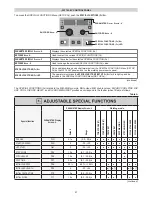
Special function
PARAMETER Display
Screen - A
PARAMETER Display Screen - V
Welding mode
Default
Range
TWO STR
OK
E (2T)
FOU
R STR
OK
E (4T)
CR
ATER
2T
CR
ATER
4T
SPOT WELDIN
G
STITC
H WELDIN
G
CYC
LE ST
AN
DA
RD
CYC
LE A
DV
AN
CED
FINAL SLOPE
F12
1.0s
(0.0 - 20.0)s
●
●
●
●
FINAL CURRENT
F13
-30%
-100% - +50%
●
●
●
●
FINAL ARC LENGTH
F14
0
-30 - +30
● (*) ● (*)
● (*) ● (*)
FINAL CRATER TIME
F15
0.0s
(0.0 - 20.0)s
●
BURN BACK
bub
0
-30 - +30
●
●
●
●
●
●
●
●
POST GAS
PoG
1.0s
(0.0 - 10.0)s
●
●
●
●
●
●
●
●
FIRST SLOPE ( I
1
TO I
2
)
F18
0.05s
(0.00 - 2.00)s
●
CYCLE CURRENT
F19
20%
-99% - +100%
●
●
CYCLE ARC LENGTH
F20
0
-30 - +30
●
●
SECOND SLOPE ( I
2
TO I
1
)
F21
0.05s
(0.00 - 2.00)s
●
FIRST SLOPE ( I
1
TO I
2
)
F22 *
5
(0 - 100)
● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°)
DUAL PULSE DELTA CURRENT
F23 *
50%
-100% - +200%
●
●
●
●
●
●
●
●
DUAL PULSE ARC LENGTH
F24 *
0
-30 - +30
● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°)
DUAL PULSE BALANCE
F25 *
0%
-40% - +40%
●
●
●
●
●
●
●
●
DUAL PULSE FREQUENCY
F26 *
2.7Hz
(0.1 - 5.0)Hz
●
●
●
●
●
●
●
●
SECOND SLOPE ( I
2
TO I
1
)
F27 *
5
(0 - 100)
● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°) ● (°)
SLOPE JOB
F28
0.5s
(0.1 - 20.0) s
●
●
●
●
●
●
●
●
DYNAMICS
din **
0
-30 - +30
●
●
●
●
●
●
●
●
* Only for the
MIG double pulsed
process.
** Only for the
DIX ARC MEGA FAST
process.
WARNING:
•
The STANDARD or ADVANCED welding CYCLE mode can only be activated by opening the
ADVANCED SETUP Menu
-
AD-
VANCED MODE
-
CYCLE
(for further explanations, see the relevant paragraph).
•
(*) This
SPECIAL FUNCTION
is only to be found if the
ADVANCED CRATER
function has been activated by accessing the
AD-
VANCED SETUP Menu
-
ADVANCED MODE
-
CRATER - ADVANCED
(for further explanations, see the relevant paragraph).
•
(°) These
SPECIAL FUNCTIONS
can only be activated for all the welding machine’s welding modes but going to the
ADVANCED
SETTINGS Menu - ADVANCED MODE - DOUBLE PULSED - ADVANCED
(for further explanations, see the relevant paragraph).
•
It is possible to access editing of the
SPECIAL FUNCTIONS (Fx)
during welding.
•
Some of the values edited will be used immediately by the operator, while others will be active from when the next welding
task begins.
Summary of Contents for DIX PI 3006.M PULS
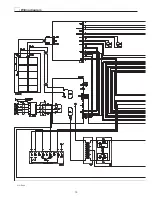
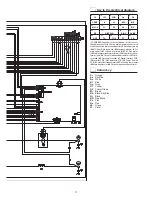
Page 10: ...10 2101EA86 Wiring diagram ...







































































