




















MAINTENANCE Tl PS :
1 . G rease : Magnal ube®-G.
Magnal ube®- G is a m ultipu rpose extreme pressure lu brica nt containing
Teflone, ma nufactu red by: Sa unders Ente rprises, I nc.
1 1 -5 1 44th Road
Long I sla nd City, NY 1 1 1 0 1
PH: (7 1 El) 729 - 1 ODD FX: (7 1 8) 729-2590
2. Hyd ra ul ic oil : Drydene Pa rad ene .
Tool su pplied with Dryde n e Paradene
AW32
hydra ulic oil.
see COLD WEATHER NOTE, page 2 .
Ma nufactu red by: Dryden Oil Com p a ny
0- RI NG IN STALLATION :
9300 Pulaski Highway
Baltim o re, MD 2 1 220
P H: (41 0) 574-5000 FX: (4 1 D) 682-9 408
1 . C le a n e a c h ring groove, th en apply a l ig ht coating of hyd rau lic oil or g rea se
to the g roove or packing cham ber.
2.
Completely seat ring in g roove o r packing cham ber.
3. Apply a lig ht coat of hydra u lic oil or g rease to the ram lip seal a n d al l
0 -ri n g s u rfaces.
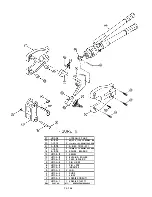
RESEATI NG
or
BALL VALVE S EATS (SEE FIGU RE 20):
The reseating of the ba ll va lve seats m ust be accomp lished each time a ba l l
valve i s repl aced.
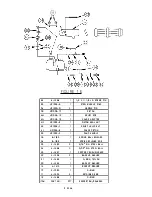
BALL 25 (9/32" IJ IA.)
1 . Before performing a ny valve work, securely position pu m p body 37 in a soft
jaw equipped vise. Pl ace a new ba ll 25 (9/32" dia . ) on the va lve seot.
Position a 1 /4" dia . pin pu nch over the bal l and strike th e punch with a sha rp
blow,
2.
R EMOVE AND DISCARD THIS DAMAGED BALL! DO NOT USE!
3. U se a new ba ll 25 (9/32" dia . ) w h en reasse m bl i ng the tool.
BALL 26 (3/ 1 6" IJ IA.)
1 . Before performing a ny valve work, securely position pu m p body 37 in a soft
jaw equipped vise. Pl ace a new ba ll 26 (3/1 6" dia . ) on the va lve seat.
Position a 3/ 1 6 " dia . pin pu nch over the bal l and strike the punch with a
sharp bl ow.
2. R EMOVE AND
DISCARD
THIS DAMAGED BALLI
DO
NOT USE!
3. U se a new ba ll 26 (3/1 6" dia . ) w h en reasse m bl i ng the tool.
2 1 OF 28
Summary of Contents for HC134
Page 26: ...PORT ON SEE NOTE p SIDE E 1 6...







































































