


























16
DBC 130II
DBC130II ISE41
4. What's included
4.1 Table Bed Ass’y
No.
Item No.
Definition
Q’ty
Packing
No.
Weight
remark
1
160301-00136A
TABLE BED ASSY
1
1
17 Ton
2
110961-00144D
TRAY;(1)
1
8
110958-01660
SUPPORT,TRAY
(1)
3
110961-00145D
TRAY;(2)
1
8
110958-01660
SUPPORT,TRAY
(2)
4
110961-00146C
TRAY;(3)
1
8
5
900115-00582A
CONVEYOR,CHIP;
1
8
6
110510-00428B
COVER,SLIDE;(X4000)R
1
1
7
110510-00427B
COVER,SLIDE;(X4000)L
1
1
8
110423-03265A
BRACKET,SLIDE
COVER;X-R
2
7
9
110423-03266A
BRACKET,SLIDE
COVER;X-L
2
7
10
110508-10529C
COVER;TRAY,(1)
1
8
11
110508-10530C
COVER;TRAY,(2)
1
8
Summary of Contents for DBC 130 II
Page 1: ...Installation Manual DBC 130Ⅱ Machine Tools ...
Page 2: ......
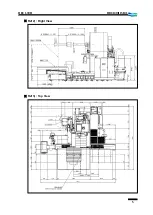
Page 7: ...5 DBC 130II DBC130II ISE41 Ref 2 Right View Ref 3 Top View ...
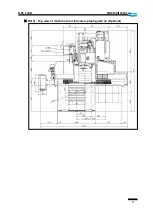
Page 9: ...7 DBC 130II DBC130II ISE41 Ref 6 Top view of machine to install semi splash guard on Optional ...
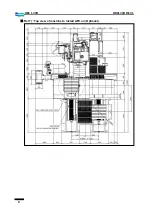
Page 10: ...8 DBC 130II DBC130II ISE41 Ref 7 Top view of machine to install APC on Optional ...
Page 12: ...10 DBC 130II DBC130II ISE41 60 Tool Magazine ...
Page 60: ...58 DBC 130II DBC130II ISE41 Z axis ...
Page 121: ...119 DBC 130II DBC130II ISE41 19 Installation Complete ...





























































