















10
HM 5000/6300/8000
HM4digitATCE26
◈
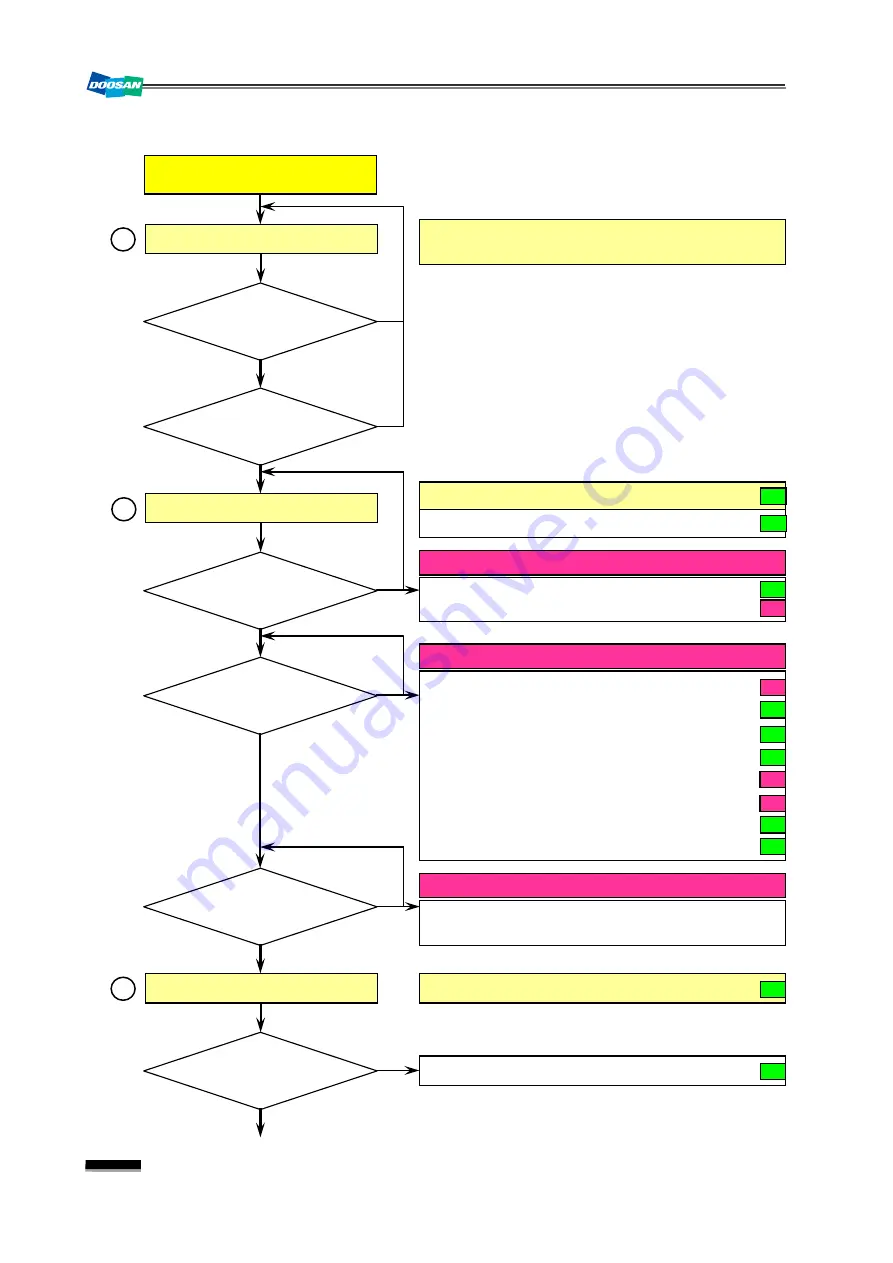
Tool Change (M06) Sequence Chart
1
ATC Change Position & M19
Spindle
Orientation?
No
Yes
ATC Change
Position?
No
Yes
2
ATC Door Open Command
Tool Change Start (M06)
ATC Door Open
O.K?
No
Yes
M06 Command
Initial Position?
No
Yes
▪
Return Y, Z to 2nd reference point & Spindle Orientation
▪
Program : G91 G30 Y0 Z0 M19 ;
▪
Completed: X12.1(ATDO.M) –SL51 ATC Door Open
▪
Check: X12.1(ATDO.M) –SL51 ATC Door Open
X12.2(ATDC.M) –SL52 ATC Door Close
On
Off
On
▪
Check: X7.7(WPMS.M) –SL37 Wait. Pot Mag. Side
X7.6(WPSS.M) –SL51 Wait. Pot Spd. Side
X10.3(SCHP.M) –SX41 Sub Chan. Home Pos.
X10.1(SCAI.M) –SL44 Sub Changer Arm In
X10.4(SCMP.M) –SX41 Sub Chan. Pot Pos.
X10.5(SCWP.M) –SX41 Sub Chan. Wait Pos.
X10.0(TPOT.M) –SL33 Tool Pot Tool Out Int.
X8.5 (CAHP.M) -SX41 M-Chen. Arm Home Pos.
★
AL 2060 “M06 Command Illegal Position” occurs
Tool Search
O.K?
No
Yes
★
AL 2245“ATC Door Open /Close Alarm” occurs
★
AL 2060 “M06 Command Illegal Position” occurs
▪
Check: Perform the tool search.
Program : T _ _;
3
ATC Changer Motor Rotation Run
Tool Unclamp
Comm. SW On?
Yes
On
Off
On
On
On
Off
Off
On
▪
Output: Y3.4(CMFW.R) –KM81F ATC Motor Forward
On
▪
Check: X8.6(MLMD.M) –SX42 Tool Unclamp Comm.
On
▪
Output: Y3.0(ATDO.R) –YV37 ATC Door Open
On
Summary of Contents for HM 5000
Page 1: ...Machine Tools ATC Troubleshooting HM 5000 6300 8000 ...
Page 2: ......







































































