



Operating Instructions
1.
This Power Tool is intended for industrial applications, for cutting
sheet metal max. capacity is indicated in the technical data. Do
not cut sheet metal through, or along welding points, or multi
layer sheets, which exceed the max. cutting capacity.
To cut
spiral wound tubing 4 x 0.9 mm in metal , the model 3514-2 or
3514 -7R must be used.
To Switch ON: Slide the switch (82) forward
To Switch OFF: Slide the switch (82) to the rear.
2.
The shear must always be guided flat and the best cutting result
is achieved, when the jaws pos. 10 are positioned flat on top of
the material, also when cutting circular cuts.
Adj ustable guide S/01
3.
When stopping inside the material, pull metal shear back
straight out of the waste, with motor in operation. If too
long cut waste off, first.
4.
Circular cuts, always cut anti clockwise from right to left.
The outside radius is unlimited.
5.
For cutting out curved or inside patterns a 12 -14 mm
hole must be drilled or punched or a slot should be
made to insert the cutting knife. Square or rectangle cut-
outs, drill in each corner a hole between 12 -14 mm.
6.
A one side cut with the metal shear is possible, a small
strip can be easily cut off without leaving a burr and any
distortion or scratch marks.
7.
Cutting the same parts, a template can be
manufactured. Without risk of damaging the knife, a cut
along the template is possible. Front points of the jaws
left and right are us ed to cut exact along a marked line.
To cut strips, use adjustable guide S/01. This guide is
infinitely variable, due to the hole in the housing and can
be tightened with the set screw. Adjustable guide S/01
can be delivered in 100, 250 and in 500 mm length.
8.
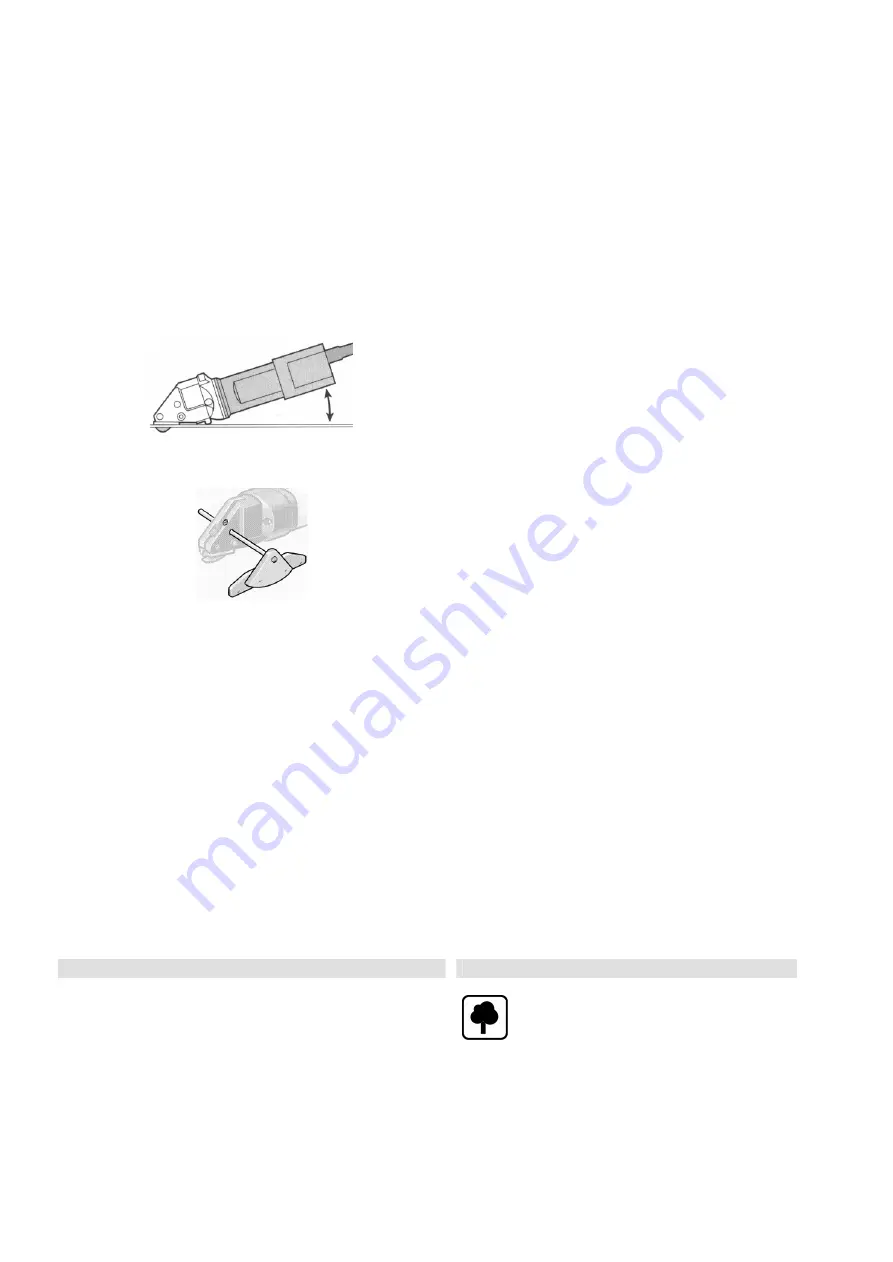
Knife and jaws can be sharpened. After being
sharpened or replaced, the knife at it’s lowest point,
should protrude the jaws by about 2.5 mm. The gap
between the knife and the jaws should be approximately
0.1 mm on both sides. For a burr free cutting adjust the
cutting gap as follow: Loosen screw, adjust the gap with
set screw, to the left narrow, to the right wide, and
tighten screw again. Check gap with a feeler gauge.
9.
If you read these suggestions carefully, any kind of
material can be cut about 200 working hours, before
sharpening knife and jaws.
10. The material to be cut, must always be free of oil or
grease.
Care and Maintenance
Guarantee
Before repairing or any maintenance on machine, disconnect from
power supply by removing plug fro m socket.
Always keep the machine and the ventilation slots clean.
Oil the knife pin
18
and knife
11
at regular intervals.
If the machine should happen to fail, despite the care taken in
manufacture and testing, repair should be carried out by an authorised
customer services agent for Dräco power tools.
Dräc o tolls carry a guarantee of 24 months from date of
delivery.
Damage attributable to normal wear and tear, overload or
improper handling will be excluded from the guarantee.
In case of complaint pleas e send the machine,
undismantled
, to your dealer or the Dräco Service Centre for
electric power tools.
Declaration of conformity
Environmental protection
We declare under our sole responsibility that this product is in
conformity with the following standards.
EG 98/37 EG, EG 73/ 23 EG, EG 89/336 EG, or standardisation
documents EN 292 part I, EN 292 part II, EN 50 144, EN 55 014,
EN 60 555, HD 400, HD 400.3 part II/H
02 Max Draenert
Recycling raw materials instead of waste
disposal
Machine, accessories and packaging should be sorted for
environment-friendly recycling.
These instructions are printed on recycling paper
manufactured without chlorine.







































































