



















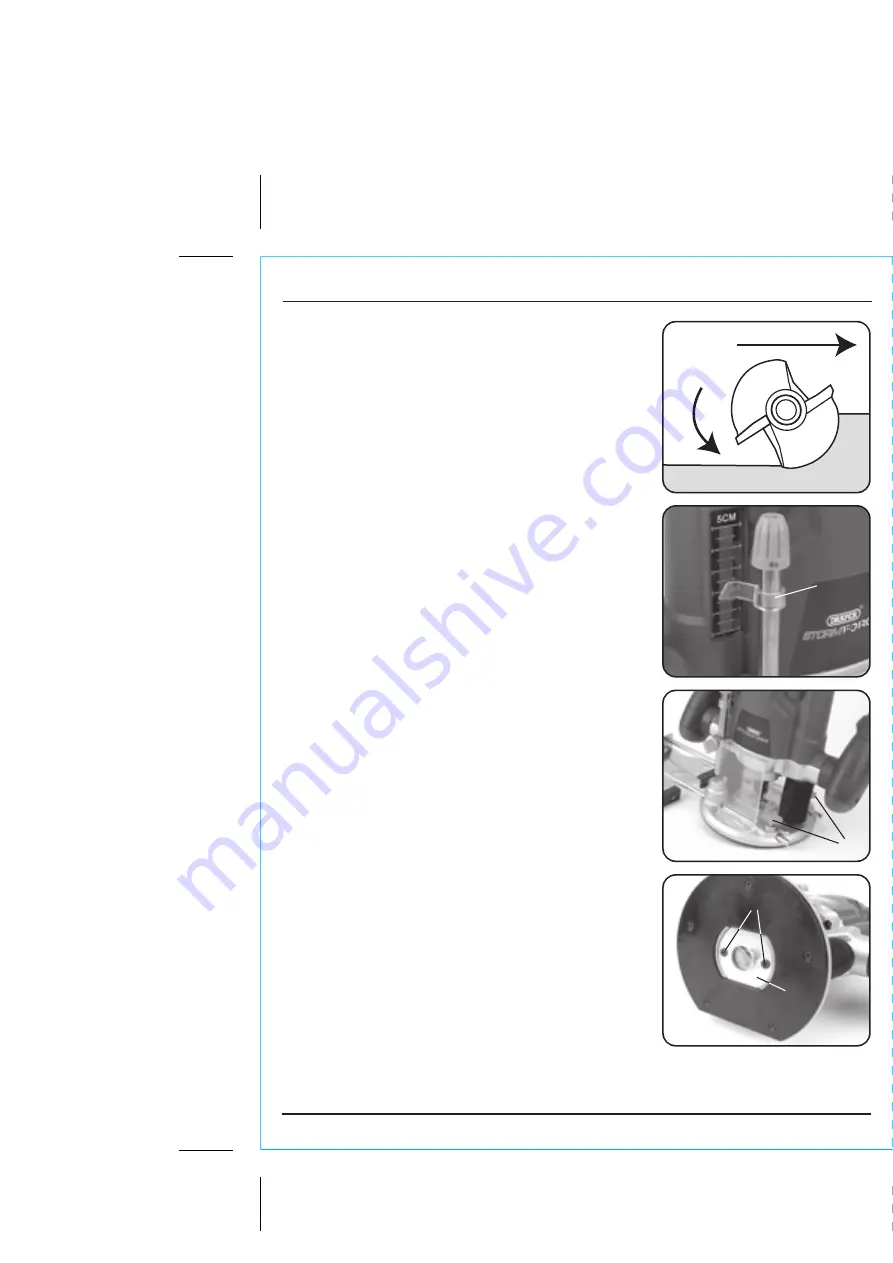
Direction of Feed
Direction
of Rotation
WORKPIECE
14
9. BASIC ROUTER OPERATIONS
When beginning to cut, plunge the cutter slowly to the
first depth and proceed with the cut. Take a second pass
at the next step down on the turret and continue until
the full depth is achieved.
Regulate the depth of the cut and speed of feed to
ensure no strain is put on to the cutter or motor,
however if the speed is too slow, burn marks may
appear on the workpiece.
NOTE: The direction of rotation is marked on the metal
casting above the spindle stop mechanism. Travelling
along a workpiece in the wrong direction will cause the
bit to pull and bounce, leading to a poor finish and
possible damage.
If, after the full depth has been routed, further material
removal is necessary lock the router in the plunged
position. Rotate the fine height adjustment control
.
Turning the fine adjustment
anti-clockwise will
increase the plunge depth. One complete turn is
equivalent to 1mm plunge depth. When set, take
another pass along the cut.
NOTE: Remove the plug from the socket before carrying
out adjustment, servicing or maintenance.
9.4 PARALLEL GUIDE ROUTING - FIG. 10
Ensure the edge along which the guide is going to
travel is smooth and true as any inconsistencies will
translate into the cut.
Pass the parallel guide rods through the four points in
the router’s base and secure in place with lock knobs
.
When using the parallel guide an even pressure should
be applied to each face except on a leading/trailing
edge of a workpiece. When leading on to a workpiece
apply the pressure to the forward face until both faces
are on. When trailing off a workpiece apply the
pressure to the rear face until the cut is complete.
9.5 28mm INNER - 30mm OUTER DIAMETER
TEMPLATE FOLLOWER - FIG. 11
For detailed information on templates refer to a
routing/woodworking book.
Lay the template follower
into the recess. Ensure
the template follower faces downward and secure with
the two countersunk screws
.
WARNING: Whilst this router is capable of cutting
kitchen worktops, it should be noted that this is not a
professional machine and therefore its tolerances and
performance are not as accurate as a professional
machine.
FIG.8
FIG.9
FIG.10
FIG.11







































































