





























33
T C - 1 5 T R E E C H I P P E R
O P E R A T I N G I N S T R U C T I O N S
5.8 Checking and setting belt tension procedures
NOTE:
Check new belts as they stretch and must be adjusted several times in the first few hours
of operation. Adjust after the first hour of operation and then every four hours until the belts quit
stretching. If belt “chirps” or slips during clutch engagement sequence it is not tight enough.
General rules for tensioning:
1. Ideal tension is the lowest tension at which the belt will not slip under peak load conditions.
2. Check tension frequently during the first 24-48 hours of run-in operation.
3. Over tensioning shortens belt and bearing life.
4. Keep belts free of debris which may cause slipping.
5. Make V-Drive inspection on a periodic basis. Tension when slipping. Never apply belt dressing as this
will damage the belt and cause early failure.
6. Make sure tension belt does not slip at start up.
7. Verify sheave alignment by laying a straight edge across the face of the sheaves. Alignment should be a
¼” or less for the given span.
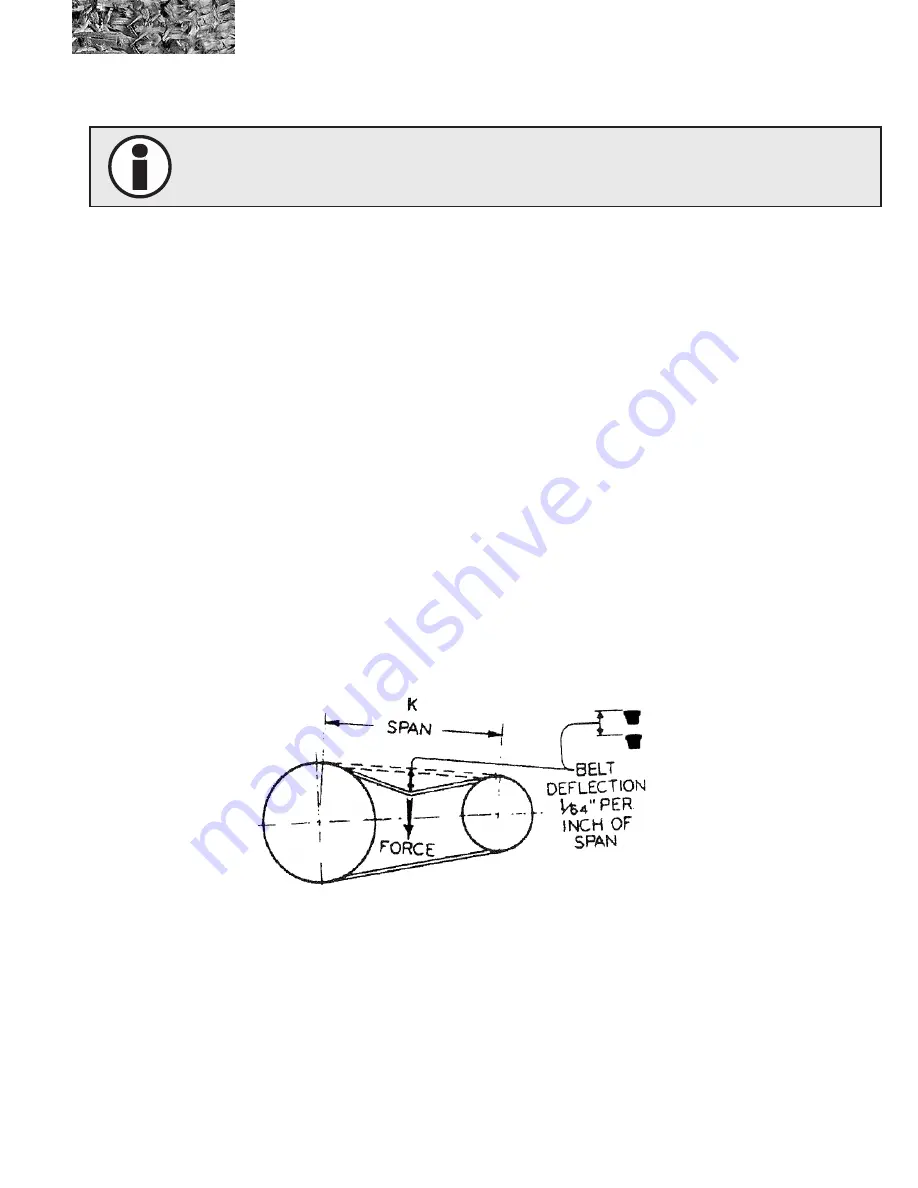
Tensioning procedure:
1. Measure the span length, K.
2. At the center of the span (K) apply a force (perpendicular to the span) large enough to deflect the 1/64”,
for every inch of span length. For the TC-15 Chipper K= 28”, so 28/64=7/16” deflection.
3.
Belt Deflection force for the TC-15 chipper with a new belt is 92 lbs at 7/16” deflection and the
normal value is at 64 lbs at 7/16” deflection. If the force is between the values for normal tension and
1-1/2 times normal, then drive tension should be satisfactory. A force below the value for normal tension
indicates an under-tensioned drive. If the force exceeds the value for 1-1/2 times normal tension, the drive
is tighter than it needs to be.
Summary of Contents for TC-15
Page 2: ...Clearing the Way for a Better Tomorrow...
Page 4: ...Clearing the Way for a Better Tomorrow...
Page 49: ...41 T C 1 5 T R E E C H I P P E R O P E R A T I N G I N S T R U C T I O N S...
Page 50: ...42 T C 1 5 T R E E C H I P P E R O P E R A T I N G I N S T R U C T I O N S...
Page 54: ...46 T C 1 5 T r e e C h i p p e r P A R T S R E F E R E N C E T R A I L E R A S S E M B L Y...
Page 60: ...52 T C 1 5 T r e e C h i p p e r P A R T S R E F E R E N C E D I S C A S S E M B L Y...







































































