





























P a g e
|
30
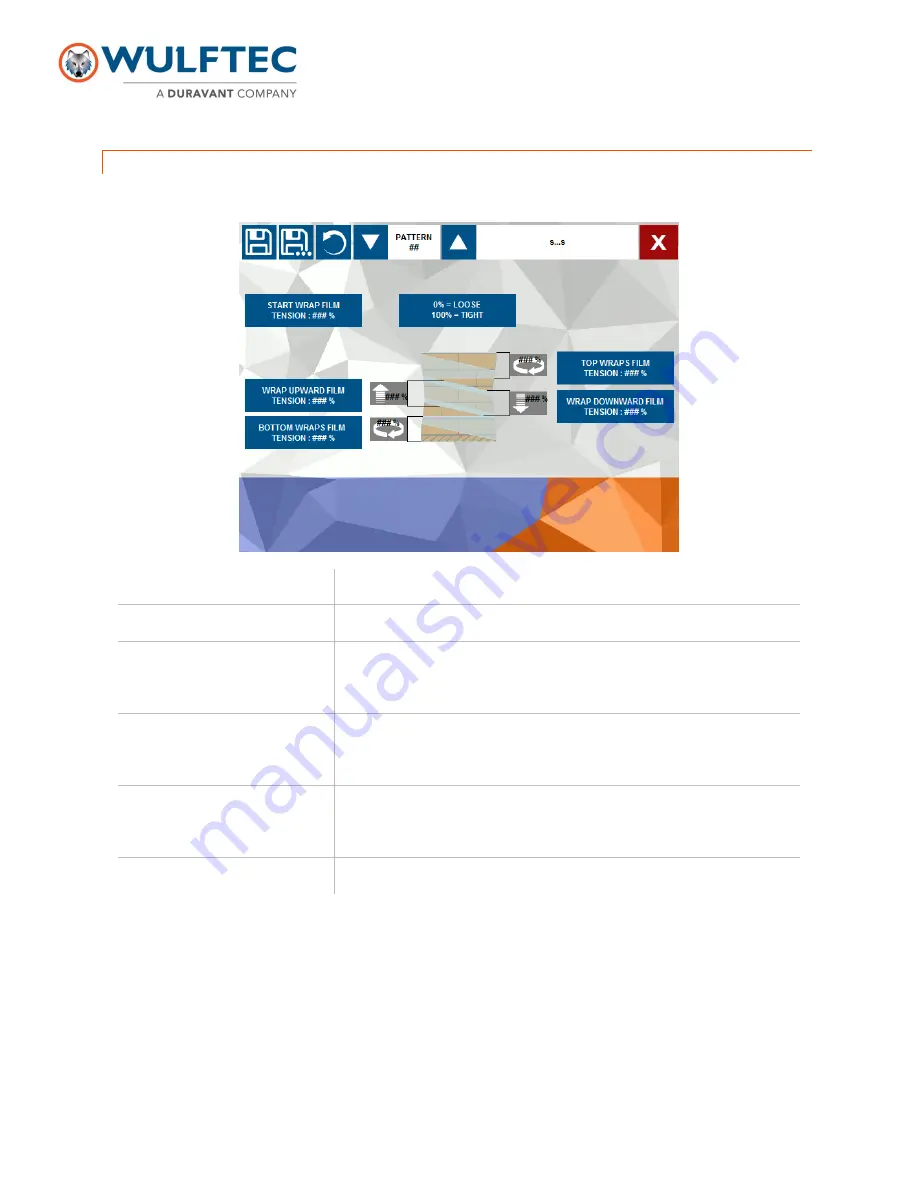
FILM TENSIONS PAGE
Password Level 1
Controls
Functions
Start Wrap Film Tension
Used to set the film tension to be applied at the beginning of the cycle.
Top/Bottom Wrap Film Tension
Used to set the tension of the film to be applied to the top and bottom of
the load (separate values). The ratio is measured after the pre-stretch.
Independent from pre-stretch ratio.
Wrap Upward/Downward
Used to set the tension of the film to be applied to the load while wrapping
upward or downward. The tension is measured after the pre-stretch.
Independent from pre-stretch ratio.
Save / Save As
Press the Save button to save new settings to an existing wrap pattern.
Press the Save As button to save a new wrap pattern under a specific
name.
Login
The operator must login the page in order for the Save button to appear.
Note
: Changes made to values on the current values pages will be applied to the load currently present in the
wrapping zone only. Press the Save button if you want the changes to be applied to all future loads.







































































