





















P a g e
|
75
RING GEAR
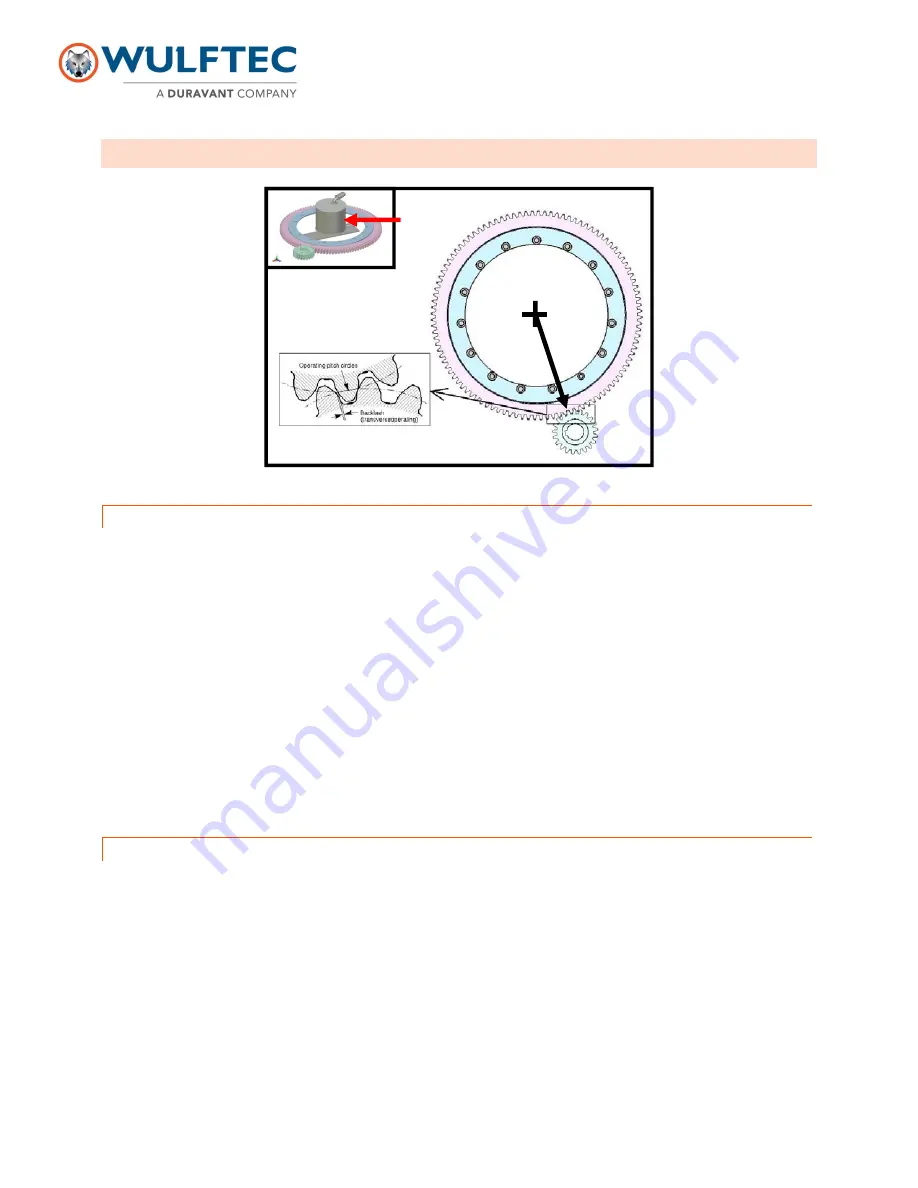
PINION-RING GEAR
Remove the ring gear cover and wipe the accumulated grease. Measure the backlash between the pinion and ring
gear, it should not exceed 0.010in and nominally, the backlash should be at 0.005 in. Beware that a ring gear is not
perfectly round. There are some markings on the outer race indicating furthest point from the center. Always verify
the backlash when these markings are aligned with the pinion. Backlash verification should be done every 2,800
hours. A retightening of the screws is required after 100 hours of operation and should be subsequently checked
every 3 months.
Teeth
Visually inspect the teeth once a month after inspecting the run systems (correct lateral tooth play). Remove buildup if
present. With steel pinion, if teeth are dry, apply grease with a brush all around ring gear. Use high quality open
gear grease (Mobile Unirex EP2 GCLB or equivalent). With nylon pinion, no greasing is necessary.
Slip ring
Conductive powder accumulates in the canister and it is strongly recommended to blow the assembly with
compressed air every 2,800 hours of machine operation.
BEARING
Lubrication of the bearing component is provided through the auto-lube system. The automatic lubrication station
only greases the ring gear bearing. For any other component that needs greasing, do a visual inspection every month
and add grease as needed. Operation of the auto-lube is detailed under. Make sure the auto-lube does not go out of
lubricant.
For machines without the auto-lube system, apply EP2 grease with a grease pump every 100 hours of operation, or
as part of your regular maintenance program (in more humid conditions, strong temperature variations and constant
rotation, regreasing should be repeated in shorter time intervals). Move bearing several times to ensure complete fill.
You may use appropriate grease if you have requested a different type of grease in your system (ex. FDA-approved)
or if your operating environment requires a different type of grease (ex. cold temperature environment).
Inspect the seals to ensure they are properly inserted into their grooves and that they are intact and preventing
contaminants from entering the bearing
Slip ring







































































