- 9 -
P
ARTS LOC
ATION
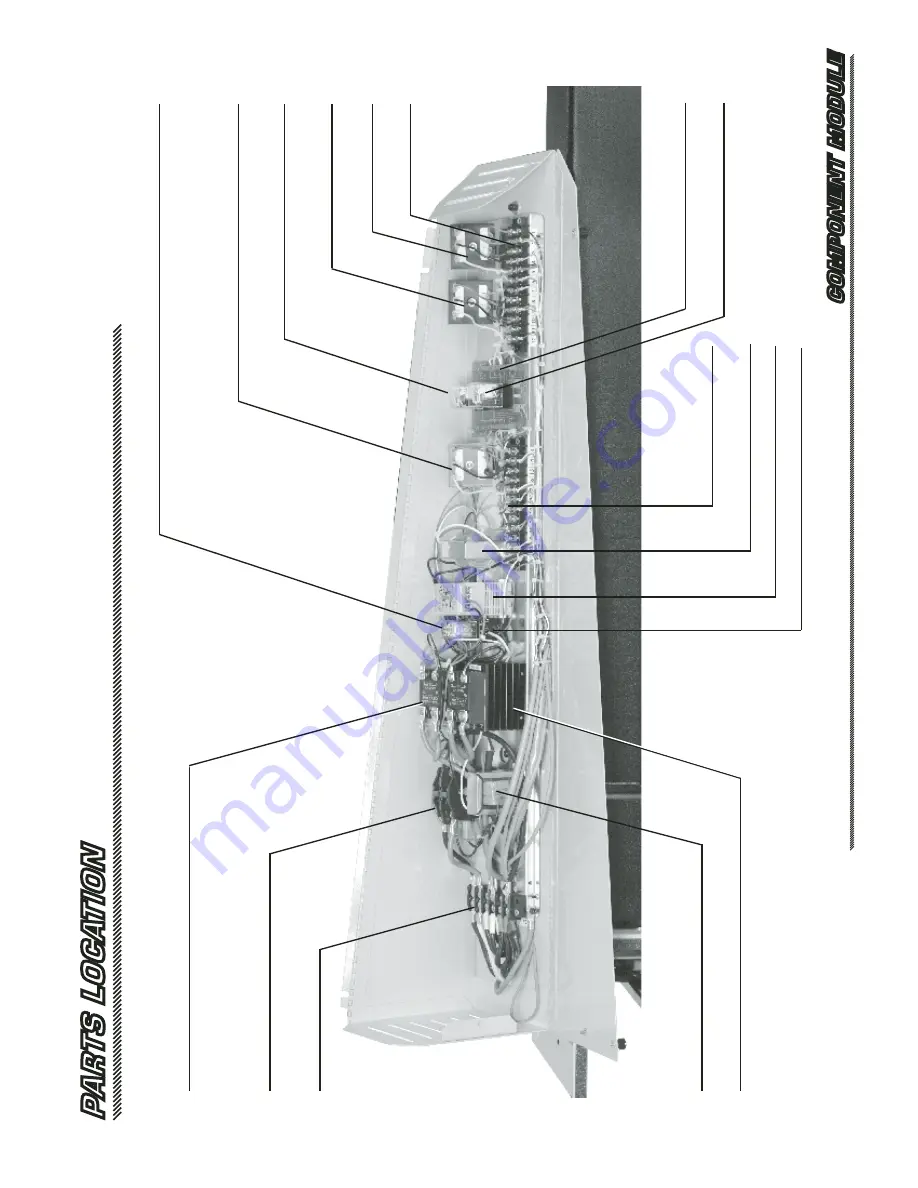
COMPONENT MODULE
17319 Dwell Extend Timer
17222
Terminal Strip-
Low V
oltage
17323 Short Cycle Relay
17302 W
eld Timer
44049 T
rack Sensor Relay
44051 Relay Board
17323 First P
ulse Relay
17222 T
erminal Strip-
Low V
oltage
44091 24V Multi-
Tap T
ransformer
44052 12 V
olt DC P
ower Supply
44048 T
erminal Strip-
High V
oltage
44047 P
ower Contactor
17310 24 V
olt T
ransformer
44053 W
eld Relay
17318 F
eed Timer
44054 Heat Sink
44050 T
rack Sensor Relay Base
Summary of Contents for 14000
Page 13: ... 13 WIRING DIAGRAM FG MACH I ...
Page 14: ... 14 WIRING DIAGRAM FG MACH II ...