





























EP 424 End Prep Machine
64
Part No. 81-MAN-00, Rev. C
E.H. Wachs
WARNING
Keep hands clear of the rotat ing head while the machine is operating. Contact with the head
or tooling could result in serious injury.
NOTE
The use of coolant or cutting lubricant is recommended. This will improve the cutting
performance and increase the life of the tooling.
13.
Turn the feed handle clockwise to feed the tooling into the pipe face. Check the radial posi-
tion of the tooling. Stop the machine if you need to adjust the tool posi tion.
14.
Continue feeding the tooling into the pipe. Adjust the drive motor speed if necessary to
reduce chatter and achieve the appropriate end prep fi nish.
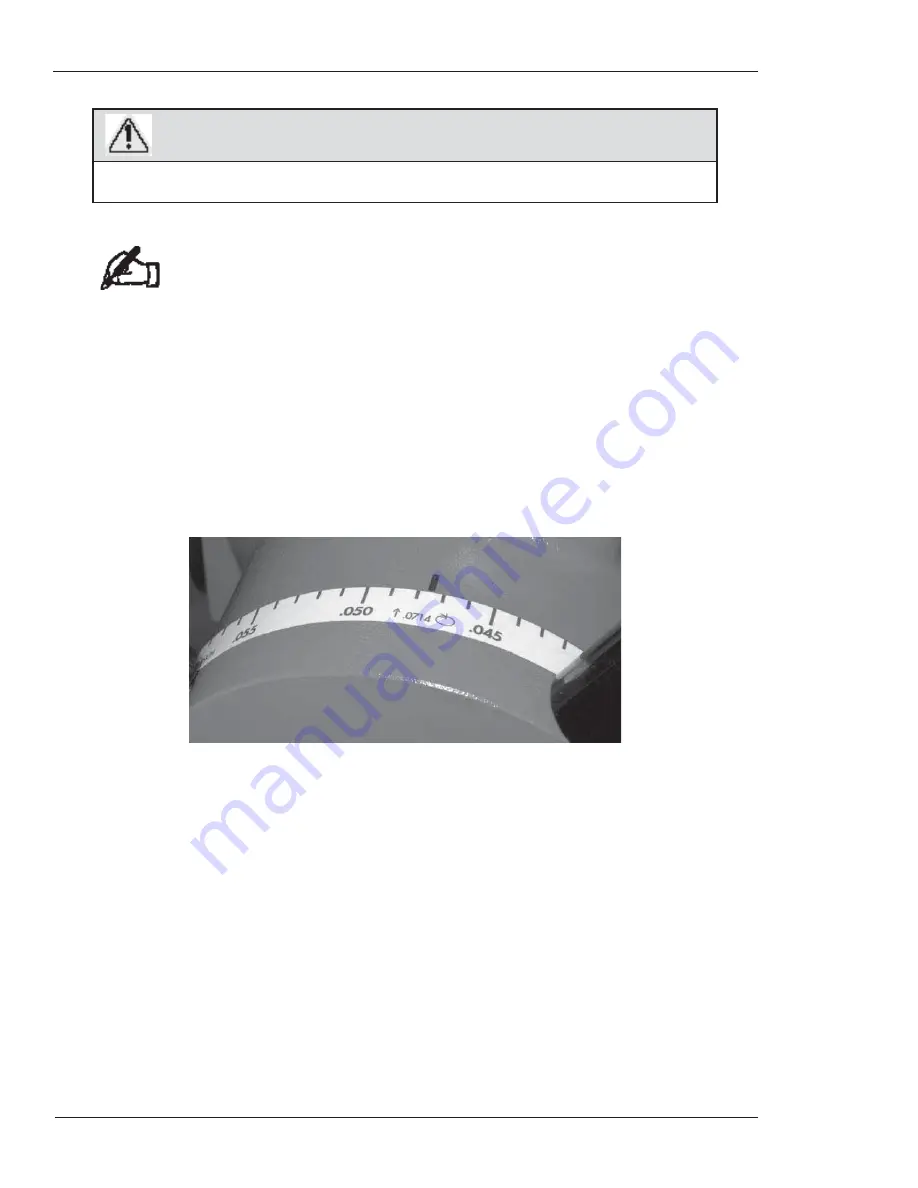
15.
You can use the scale on the feed housing to measure the axial depth of cut. Each line on the
the scale is 0.001” (0.025 mm) of feed.
Figure 5-49. Use the scale on the feed housing to measure axial feed distance.
16.
When the prep is complete, turn the feed handle coun ter-clockwise to retract the tooling from
the pipe end. Release the air motor trigger to stop the machine.
Removing the Machine from the Workpiece
1.
Turn the feed handle counter-clockwise to retract the tooling away from the pipe end.
2.
It is recommended that you remove the tooling from the tool holders before removing the
machine. This prevents accidental damage to the tooling, or damage or injury caused by the
tooling in case of a collision while moving the machine.
3.
Disconnect the power source (air or hydraulic) from the drive motor.
4.
Loosen the 4 motor mounting screws and remove the drive motor.
Summary of Contents for EP 424
Page 6: ...EP 424 End Prep Machine iv Part No 81 MAN 00 Rev C E H Wachs ...
Page 10: ...EP 424 End Prep Machine 4 Part No 81 MAN 00 Rev C E H Wachs ...
Page 34: ...EP 424 End Prep Machine 28 Part No 81 MAN 00 Rev C E H Wachs ...
Page 92: ...EP 424 End Prep Machine 86 Part No 81 MAN 00 Rev C E H Wachs ...
Page 98: ...EP 424 End Prep Machine 92 Part No 81 MAN 00 Rev C E H Wachs ...
Page 126: ...EP 424 End Prep Machine 120 Part No 81 MAN 00 Rev C E H Wachs ...
Page 129: ... ...
Page 130: ...600 Knightsbridge Parkway Lincolnshire IL 60069 847 537 8800 www ehwachs com ...







































































