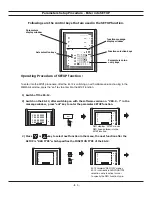

























Parameters Setup Procedure - Z DIAL
Z DIAL menu is designed to allow user to specifies the Z axis machine increment per dial turn.
This his paameter is used only for the two axes ES-12 which intent to use the ARC or R function for XZ/YZ plane arc.
This parameter allows an two axis ES-12 to silmulate the Z axis movement for ARC or R machining function.
For three axes ES-12, this parameter ( Z DIAL ) is not used, no effectiveness.
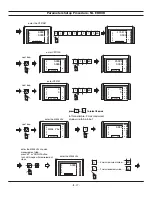
For Example :
The Z Dial is the Z axis machine movement per Dial turn. e.g. The Z movement per dial turn is 2.5mm.
Press to select the "Z DIAL" selection menu
The Z movement per Dial turn is
displayed on the DRO
selection done,
go to next menu
then press to exist from
"Z DIAL" menu and return to
the top level menu
- B. 19 -
X
Y
Z
U
Z. DIAL
X
Y
Z
U
Z DIAL
X
Y
Z
U
Z. DIAL
2.500
X
Y
Z
U
Z. DIAL
2.500
X
Y
Z
U
Z DIAL
2.500
X
Y
Z
U
Z. DIAL
2.500
Summary of Contents for ES-12
Page 8: ...1 Basic Fucntions Basic Functions BASIC...
Page 15: ...8 Built in Calculator Calculator...
Page 27: ...20 REF datum memory...
Page 31: ...24 LHOLE tool positioning for the Line Holes...
Page 35: ...28 INCL Inclined angle tool positioning...
Page 40: ...33 PCD tool positioning for Pitch Circle Diameter...
Page 45: ...R R R 38 tool positioning for ARC machining...
Page 63: ...R R R 56 Simplified R function...
Page 73: ...66 Shrinkage Calculation L L X 1 005...
Page 91: ...Parameter Setup B 1 SET UP...




































































