




















- 37 -
PCD
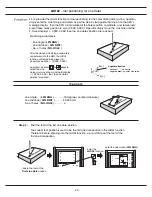
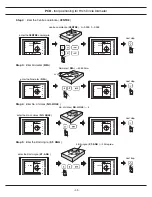
- tool positioning for Pitch Circle Diameter
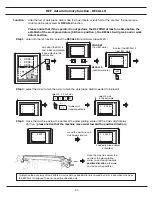
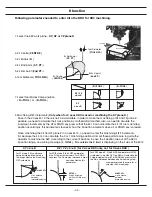
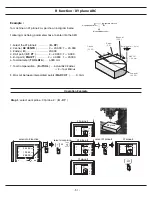
Anytime the operator want to check or verify if the DRO's PCD calculation correct or not, or want to
temporarily exit the PCD function cycle ( swap back to normal XYZ display ), procedure are as follows :
presently in
PCD
cycle
temporarily return to
XYZ coordinate display
presently in the temporarily
XYZ coordinate display
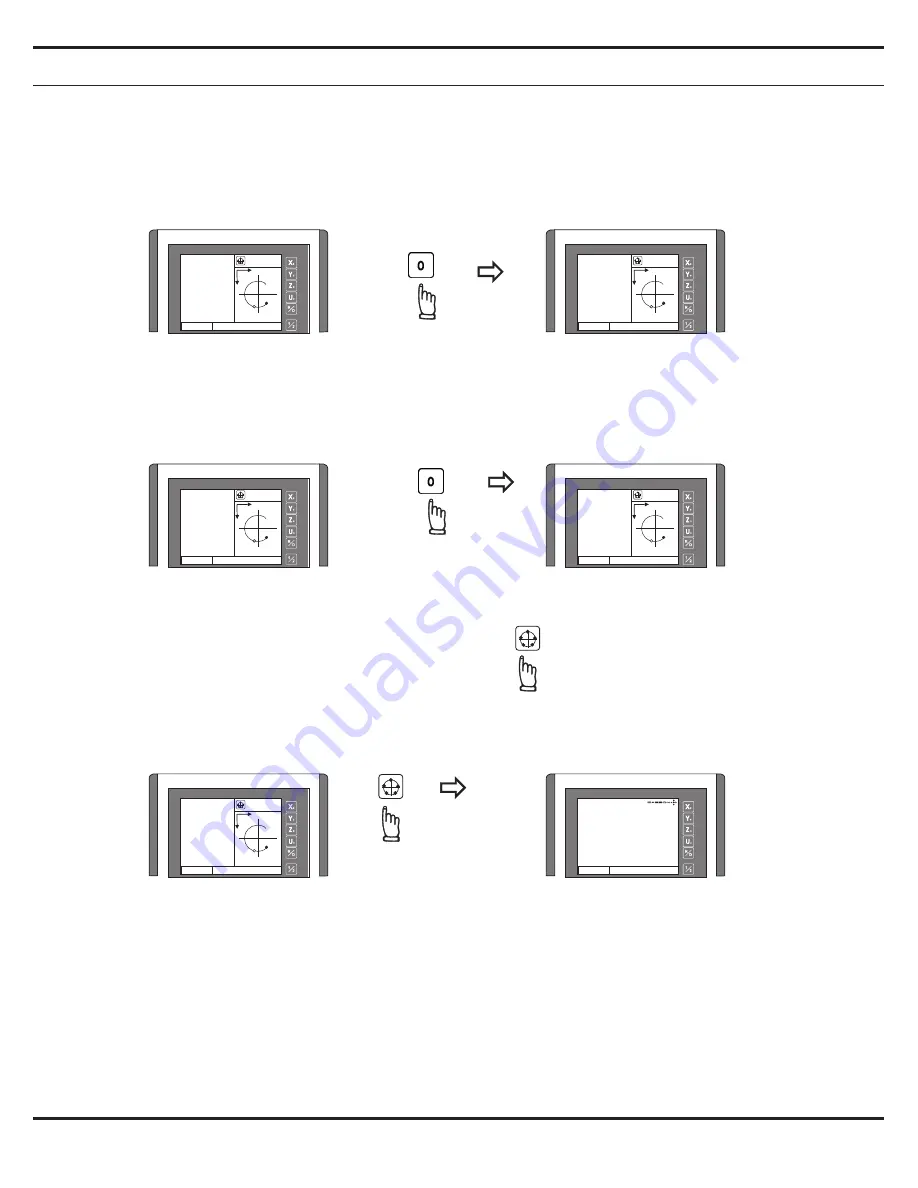
presently in
PCD
function cycle
temporarily swap to normal
XYZ coordinate display
swap back to
PCD
function cycle
swap back to
PCD
function cycle to continue the PCD machining operation
After all Pitch Holes machining operation completed, press to exit from the PCD function cycle.
exit PCD function, return to
normal display
X
Y
Z
ABS
XY=0: HOLE 1
PCD
0.000
0.000
0.000
Y
X
X
Y
Z
ABS
XY=0: HOLE 1
PCD
0.000
0.000
0.000
Y
X
X
Y
Z
ABS
XY=0: HOLE 1
PCD
0.000
0.000
0.000
Y
X
X
Y
Z
ABS
XYZ-ABS.
PCD
12.345
0.000
-78.560
Y
X
X
Y
Z
ABS
XYZ-ABS.
PCD
12.345
0.000
-78.560
Y
X
X
Y
Z
ABS
mm
mm
mm
-78.560
45.675
12.345
Summary of Contents for ES-12
Page 8: ...1 Basic Fucntions Basic Functions BASIC...
Page 15: ...8 Built in Calculator Calculator...
Page 27: ...20 REF datum memory...
Page 31: ...24 LHOLE tool positioning for the Line Holes...
Page 35: ...28 INCL Inclined angle tool positioning...
Page 40: ...33 PCD tool positioning for Pitch Circle Diameter...
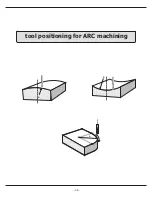
Page 45: ...R R R 38 tool positioning for ARC machining...
Page 63: ...R R R 56 Simplified R function...
Page 73: ...66 Shrinkage Calculation L L X 1 005...
Page 91: ...Parameter Setup B 1 SET UP...







































































