





















X
Y
Z
ABS
mm
mm
mm
X
Y
Z
ABS
mm
mm
mm
R
- 39 -
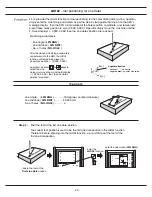
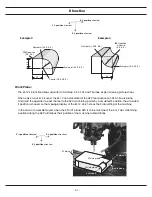
Function :
During daily machining, it is quite frequently to machine a round corner or arc surface, especially
in mould making.
Of course, if the arc surface is complicated or quite a number of round corners have to be machined,
or very precise arc or round corners needed to be machined, then CNC milling machine should be
used.
But there is still a lot of the cases that only very simple arc surface or only one or two round corners
needed to be machined. The pecision of those arc or round corners machining are not demanding
at all (especially in mould making). If we do not have CNC machine in house, it is then more cost
effective and time saving to carry out those relatively simple arc or round corners machining on your
manual milling machine in house rather than sub-contract those CNC machining to an external
sub-contractor.
In the past, many mould makers made their tool positioning calculation for ARC machining with a
scientific calculator. But the process is time consuming and easily make mistake.
ES-12 features with a very easy to use tool positioning function for ARC machining which enable
the operator to make simple ARC machining in shortest possible time. But be fore you make your
decision to use the ARC function or to have your work piece to be machined in a CNC mcachine,
please bear in mind that ARC function is only cost effective and time saving under following
conditions.
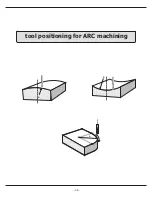
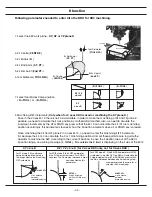
tool positioning for ARC machining
1) One Off Job
2) Only simple ARC surface or round corners to be machined.
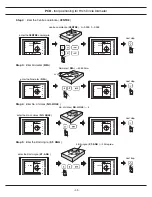
ARC function groups
The ARC function of the ES-12 consists of only one program, this program have following two functions
R
function
Simplified R
function
R function provides maximun flexibility in ARC machining,
the ARC sector to be machined is defined by the
coordinates of :
1) ARC centre ; 2) ARC Radius ; 3) ARC start point
4) ARC end point
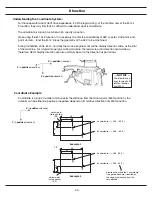
Advantage :
- Very flexible, R function can machine virtually all
kind of ARC, even the intersected ARCs
Limitation :
- Relatively a bit complicated to operate, operator
need to calculate and enter the coordinate of ARC
centre, start point and end point into the DRO.
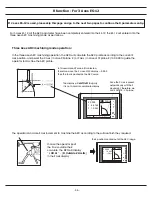
Since the ARC function of the ES-12 is aimed to machine only
the very simple ARC or round corners, to make the operation
really very simple to the operator, then DRO preset eight types
of most frequently used ARC maching process, it make the
operator virtually no need to make any calculation in the
parameters entry.
Advantage :
- Very easy to use, operator just posit the tool at the ARC's
start point, select the preset R type and ARC radius, then
he can start machining the ARC right away.
Limitation :
- Restricted to only eight type of preseted ARC, cannot machine
more complicated ARC such as interested ARC and etc..
Summary of Contents for ES-12
Page 8: ...1 Basic Fucntions Basic Functions BASIC...
Page 15: ...8 Built in Calculator Calculator...
Page 27: ...20 REF datum memory...
Page 31: ...24 LHOLE tool positioning for the Line Holes...
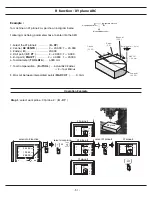
Page 35: ...28 INCL Inclined angle tool positioning...
Page 40: ...33 PCD tool positioning for Pitch Circle Diameter...
Page 45: ...R R R 38 tool positioning for ARC machining...
Page 63: ...R R R 56 Simplified R function...
Page 73: ...66 Shrinkage Calculation L L X 1 005...
Page 91: ...Parameter Setup B 1 SET UP...







































































