






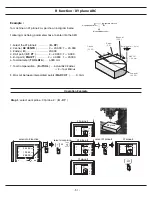








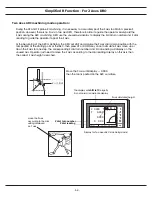






R function - XY plane ARC
- 55 -
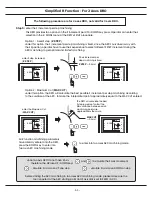
Anytime the operaor want to check or verify if the DRO's ARC calculation correct or not, or want to temporarily
exit the ARC function cycle ( swap to normal XYZ display ). Operation proceduer are as follows :
presently in ARC cycle
temporarily
swap
to normal
XYZ coordinate display
temporarily return to
XYZ coordinate display
swap back to ARC machining cycle to continue the R machining process
Presently in the temporarily
XYZ coordinate display
swap back to
ARC machining cycle
return to ARC function cycle
Afte the ARC machining operation is completed , to quit from the ARC function cycle, press the ARC buttion
key again.
presently in ARC function cycle
R
Quit from the ARC machining Cycle
X
Y
Z
INC
R FUNC
XY=0: ARC PT. 1
Y
X
R
0.000
0.000
0.000
X
Y
Z
INC
R FUNC
XY=0: ARC PT. 1
Y
X
R
0.000
0.000
0.000
X
Y
Z
INC
R FUNC
XY=0: ARC PT. 251
Y
X
R
0.000
0.000
20.000
X
Y
Z
INC
R FUNC
XYZ - INC.
Y
X
R
20.000
0.000
0.000
X
Y
Z
INC
R FUNC
XYZ - INC.
Y
X
R
20.000
0.000
0.000
X
Y
Z
INC
mm
mm
mm
40.000
20.000
20.000
Summary of Contents for ES-12
Page 8: ...1 Basic Fucntions Basic Functions BASIC...
Page 15: ...8 Built in Calculator Calculator...
Page 27: ...20 REF datum memory...
Page 31: ...24 LHOLE tool positioning for the Line Holes...
Page 35: ...28 INCL Inclined angle tool positioning...
Page 40: ...33 PCD tool positioning for Pitch Circle Diameter...
Page 45: ...R R R 38 tool positioning for ARC machining...
Page 63: ...R R R 56 Simplified R function...
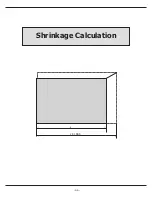
Page 73: ...66 Shrinkage Calculation L L X 1 005...
Page 91: ...Parameter Setup B 1 SET UP...





































































