





















25
d
2
actual pitch diameter P
pitch
/2
tooth type angle
D
3-pin diameter M
distance between the two outer enveloping planes of
the 3-pin
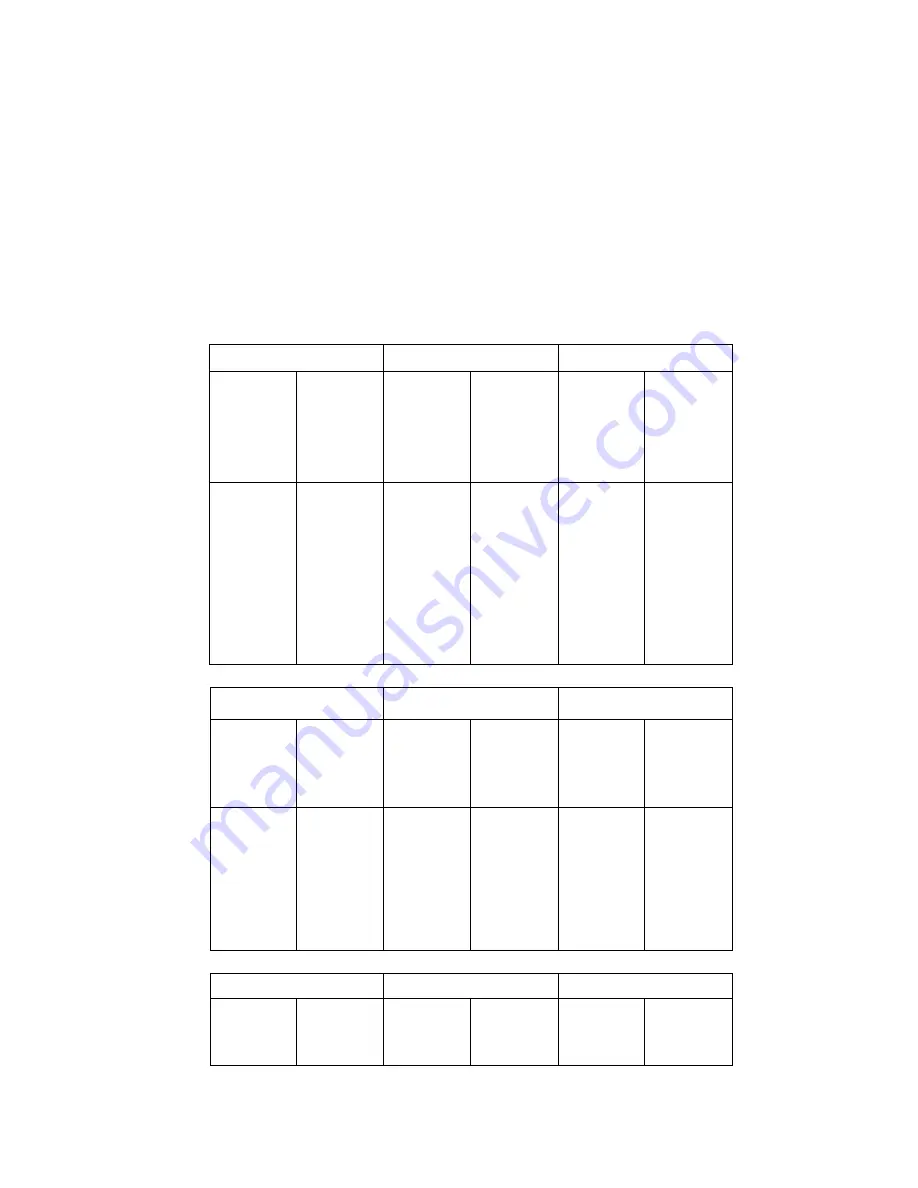
Selection of 3-pin diameter:
In order to minimize the error in measurement of the pitch diameter resulting in the
semi-angle error of tooth type, the selected 3-pin diameter shall make the contact point
between the 3-pin and the tooth approach the pitch diameter as possible. The optimum
3-pin diameter is selected according to the following table:
Metric thread
Metric thread
Metric thread
Pitch
P
mm
3-pin
diameter
d mm
P
mm
3-pin
diameter
d mm
Pitch
P
mm
3-pin
diameter
d mm
0.2
0.3
0.35
0.4
0.45
0.5
0.6
0.7
0.118
0.142
0.201
0.232
0.260
0.291
0.343
0.402
0.75
0.8
1.0
1.25
1.5
1.75
2.0
2.5
0.433
0.461
0.572
0.724
0.866
1.008
1.157
1.441
3.0
3.5
4.0
4.5
5.0
5.5
6.0
1.732
2.020
2.311
2.595
2.886
3.177
3.468
Imperial thread
Imperial thread
Imperial thread
Number
of
teeth
per inch
3-pin
diameter
d
mm
Number
of
teeth
per inch
3-pin
diameter
d
mm
Number
of
teeth
per inch
3-pin
diameter
D
mm
24
20
18
16
14
12
0.572
0.724
0.796
0.886
1.008
1.157
11
10
9
8
7
6
1.302
1.441
1.591
1.732
2.020
2.311
5
4.5
4
3.5
3.25
3
2.886
3.177
3.580
4.091
4.400
4.773
Step thread
Step thread
Step thread
Pitch
P
mm
3-pin
diameter
Pitch
P
mm
3-pin
diameter
Pitch
P
mm
3-pin
diameter
Summary of Contents for EX-100
Page 4: ...3 Fig 3...







































































