



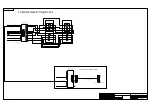






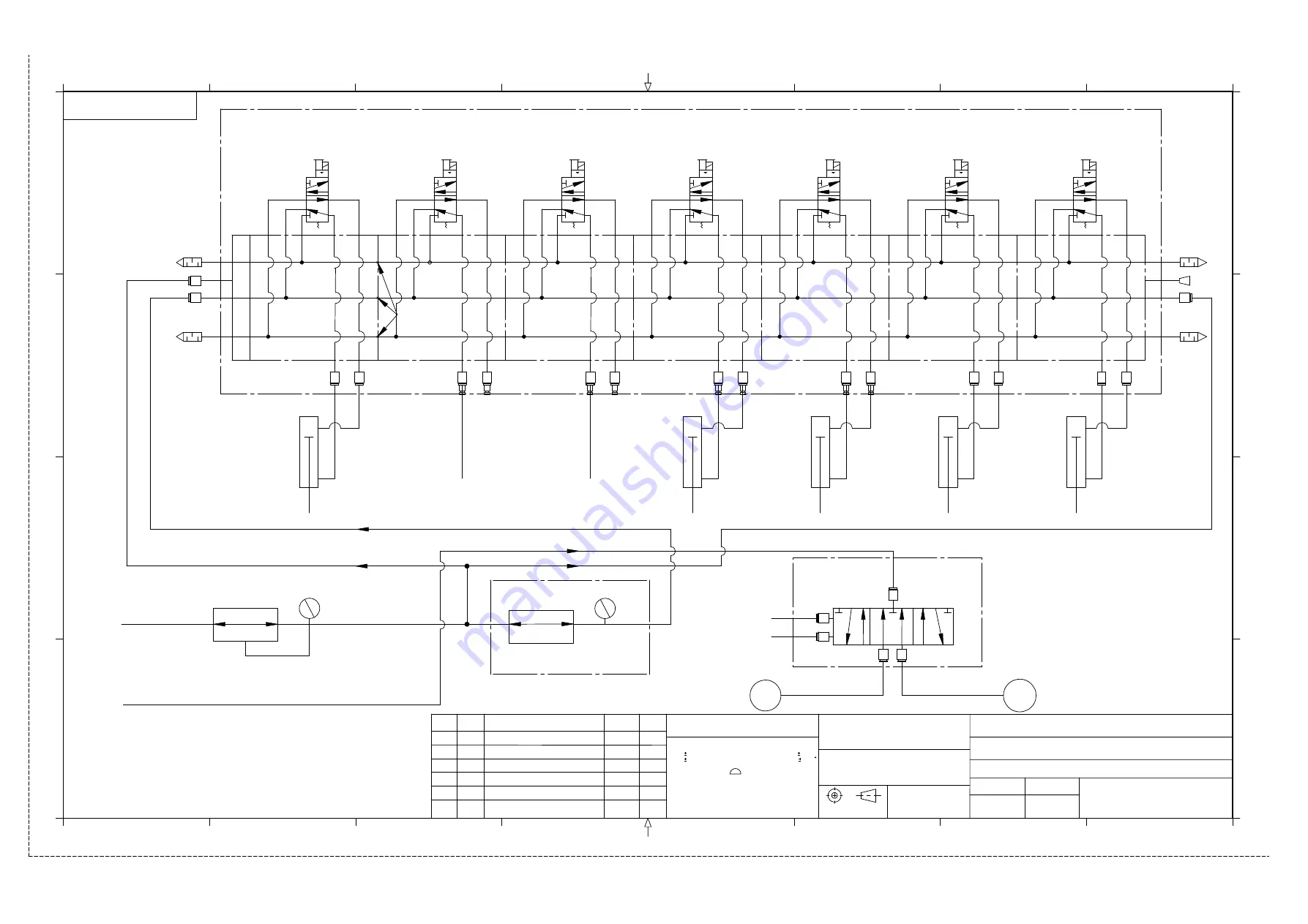
.1,)(3/81*(
&</,1'(5
7+(7$%5$.(
62/(12,'
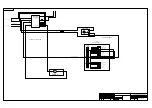
&+,//(5
'5,//02725
62/(12,'
35(66(5)227
62/(12,'
'5,//
62/(12,'
'5,//
62/(12,'
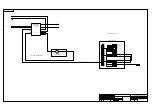
)8//35(6685((;7(51$/3,/27
5(*8/$7('35(6685(
)8//35(6685(
36,0$;
36,0,1
$,578%(
),/7(5
5(*8/$725
35(66(5)227
'5,// &</,1'(5
'5,// &</,1'(5
9$/9(0$1,)2/'
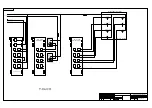
,62/$7,21
',6.
&+,//(5
'5,//02725
62/(12,'
3257
237,21
3257
237,21
7+(7$%5$.(
&</,1'(5
.1,)(3/81*(
&</,1'(5
9$/9(
0$1,)2/'
$,578%(
$,578%(
0
0
36,0$;#6&)0
36,0,1#6&)0
$,578%(
5(*8/$725
*$8*(
*$175<86(5,17(5)$&(
7KHVHGUDZLQJVDQGVSHFLILFDWLRQVDUHWKHSURS
HUW\RI(DVWPDQDQGVKDOOQRWEHUHSURGXFHG
FRSLHGXVHGRUGLVFORVHGWRDQ\WKLUGSDUW\ZLWK
RXWSULRUZULWWHQFRQVHQWRI(DVWPDQ
$
-52*$&.,
62/,':25.6
-:5
1(:5(/($6(
4
%<
'$7(
&+$1*(6
0$7(5,$/
+($775($7
:DVKLQJWRQ6WUHHW%XIIDOR1<
(DVWPDQ0DFKLQH&R
'21276&$/('5$:,1*
'$7(
'5$:1%<
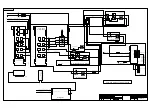
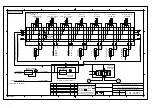
08/7,3/<31(80$7,&',$*5$0
722/+($'31(80$7,&603&
(&1
5(9
&
'
&
'
%
$
%
',0(16,216$5(,1,1&+(6
72/(5$1&(681/(6627+(5:,6(63(&,),('
;; )5$&7,21$/
;;; $1*8/$5
685)$&(),1,6+3(5$16,506
685)$&(352),/(
%5($.6+$53&251(560$;,080
$//:(/'672%(&/($1$1')5((2)63$77(5
$//685)$&(672%()5(($1'&/($52)
6&5$7&+(65867$1'67$,1
,17(535(7',0(16,216$1'72/(5$1&,1*3(5
$60(<0
),1,6+
6,=(
6&$/(







































































