



















18
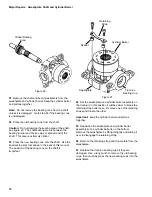
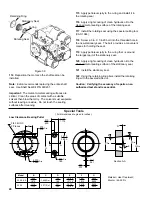
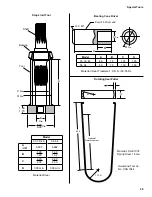
Critical Sealing
Area
Figure 20
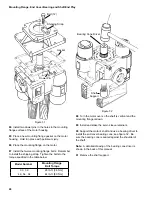
51 Remove the shaft and bearing assembly from the
swashplate and cylinder barrel. Keep the cylinder barrel
and pistons together.
Note: Do not remove the bearing cone from the shaft
unless it is damaged. Go to step 54 if the bearing cone
is undamaged.
52 Press the old bearing cone from the shaft.
Caution: Do not damage the sealing area of the shaft,
see figure 20. The shaft sealing area is between the
bearing journal and the key way or splined end of the
shaft. This area is extremely critical.
53 Press the new bearing cone onto the shaft. Use the
special stop limit tool shown in the back of this manual.
The position of the bearing cone on the shaft is
important.
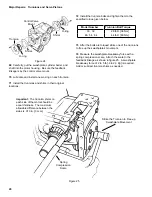
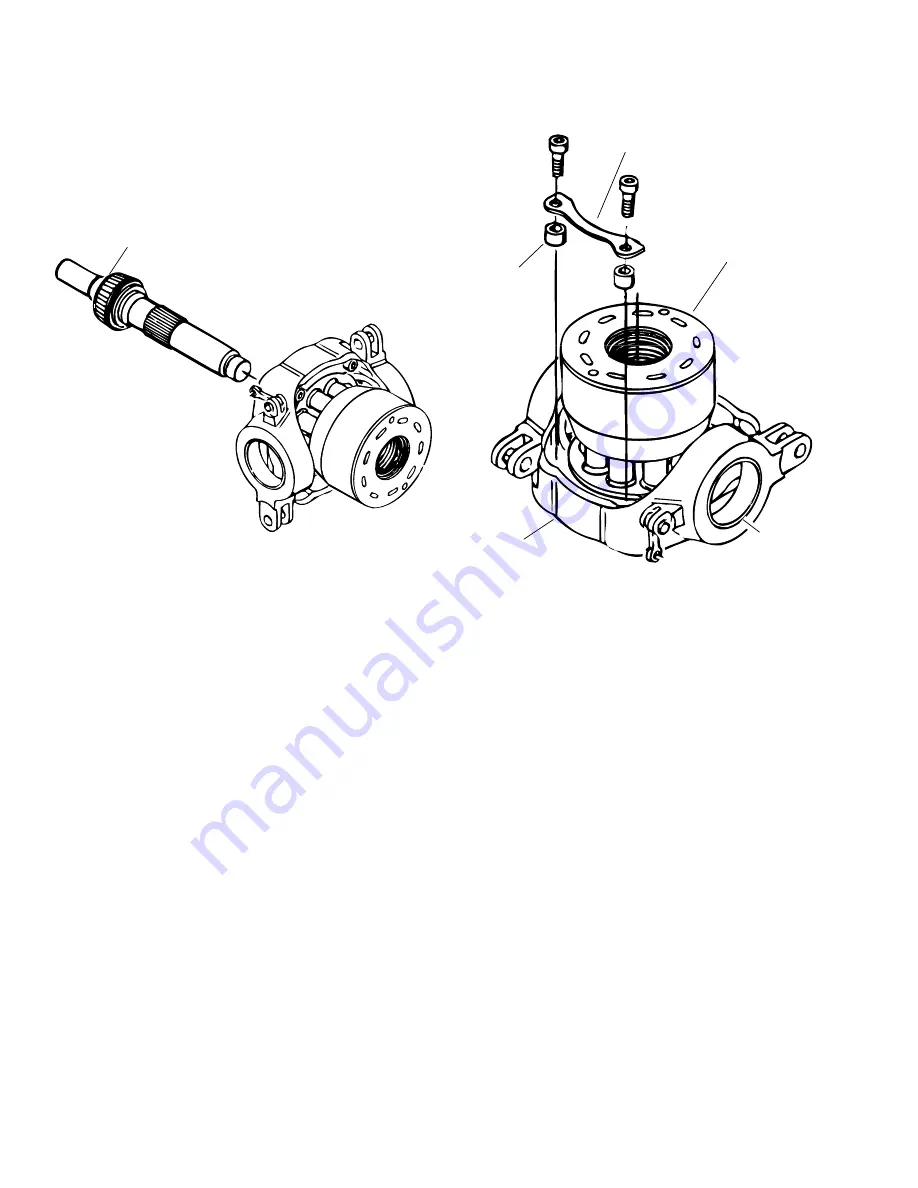
Spacer
Retaining
Strap
Trunnion
Bearing Cup
Figure 21
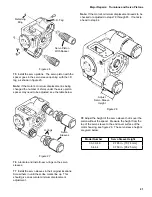
Cylinder Barrel
Swashplate
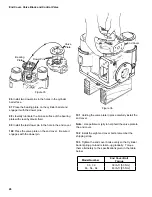
54 Set the swashplate and cylinder barrel assembly on
the trunnion; in this position it will be easier to break the
retaining strap bolts loose. Remove one of the retaining
straps and loosen the other.
Important: keep the cylinder barrel and pistons
together.
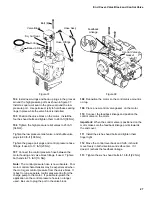
55 Reposition the swashplate and cylinder barrel
assembly so the cylinder barrel is on the bottom.
Remove the swashplate by lifting it slightly and sliding it
over to disengage the retaining strap.
56 Remove the retaining strap and thrust plate from the
swashplate.
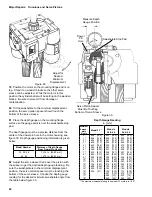
57 Replace the trunnion bearing cups if they are
damaged. Use a long punch to remove the old bearing
cups, then carefully press the new bearing cups into the
swashplate.
Major Repairs: Swashplate, Shaft and Cylinder Barrel
Summary of Contents for 1 Series
Page 31: ...31 Notes...







































































