






















KERCOMET 170
and
210, MULTIMIG 150
Before start-up
11
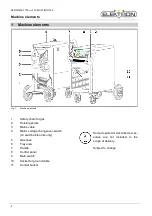
12.5 Insert the welding wire spool
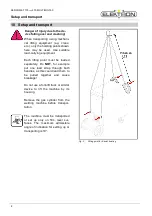
Danger to life and limb and fire
hazard due to glowing welding
wire or parts!
Wire excess length of the wire
spool can cause short circuits with
the side panel or bottom of the unit.
When inserting the welding wire
spool, please pay attention to the
correct winding and make sure that
there are no wire excess lengths.
Set the wire brake in such a way
that the wire spool doesn't continue
running when pressing the torch
key.
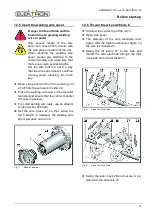
Open side panel and turn the retaining nut
20 off from the wire spool holder 22.
Place the welding wire reel on the decoiler
mandrel and ensure that the carrier mandrel
23 locks in position.
For small welding wire reels, use an adaptor
(order number 420 922).
Set the wire brake 21 so that, when the
torch switch is released, the welding wire
spool just does not run on.
Fig. 7:
Decoiler mandrel
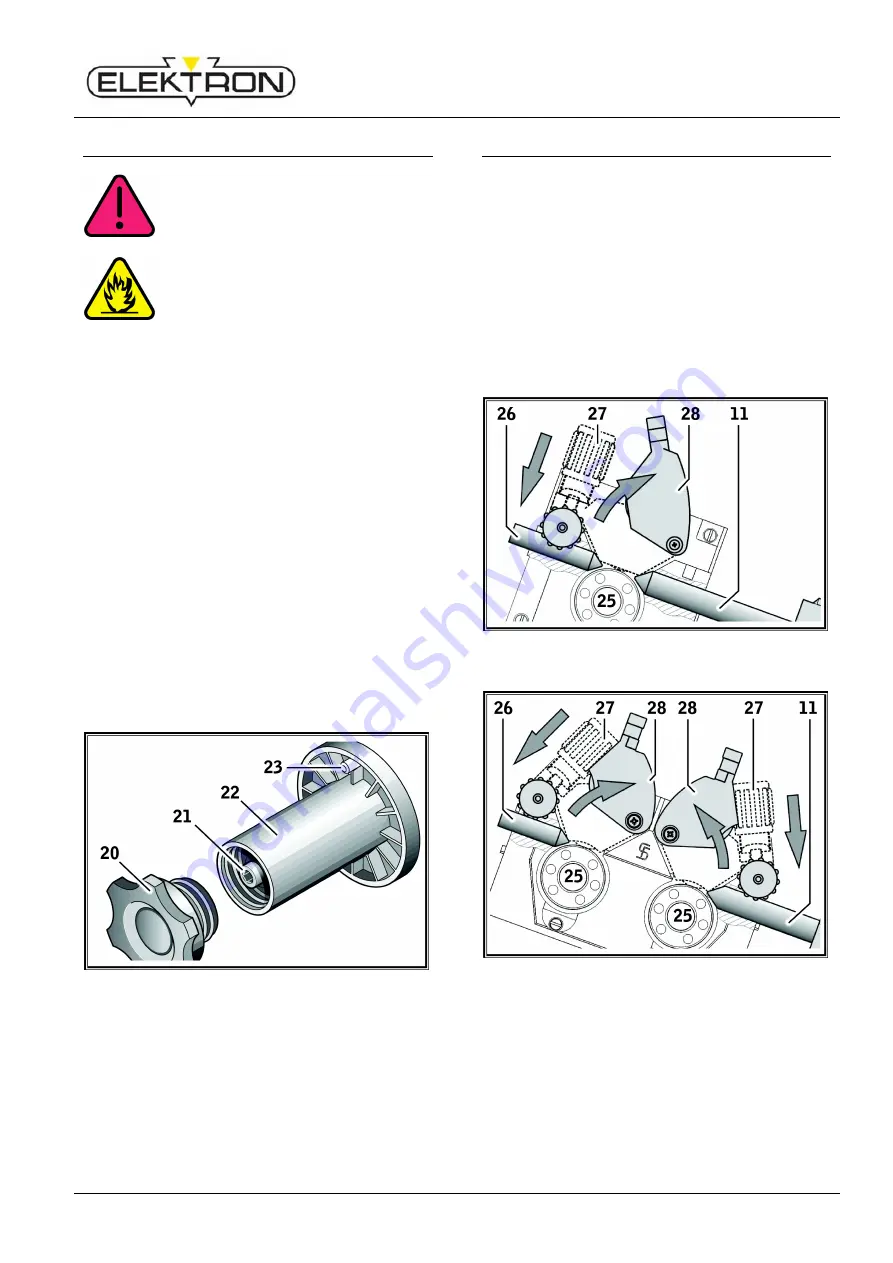
12.6 Thread the wire electrode in
Unscrew the contact tip of the torch.
Open side panel.
The diameter of the wire electrode must
agree with the legible embossed figure on
the wire feed rollers 25.
Swing the tilt levers 27 to the side and
thread the wire electrode through the inlet
nozzle 26 and central socket 11.
Fig. 8:
open 2-roll wire feed
Fig. 9:
open 4-roll wire feed
Swing the lever back 28 and secure in po-
sition with the tilt levers 27.







































































