























KERCOMET 170
and
210, MULTIMIG 150
Before start-up
12
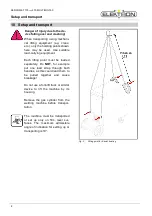
Fig. 10:
close 2-roll feed
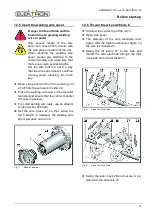
Fig. 11:
close 4-roll feed
Turn on the machine at mains switch 9.
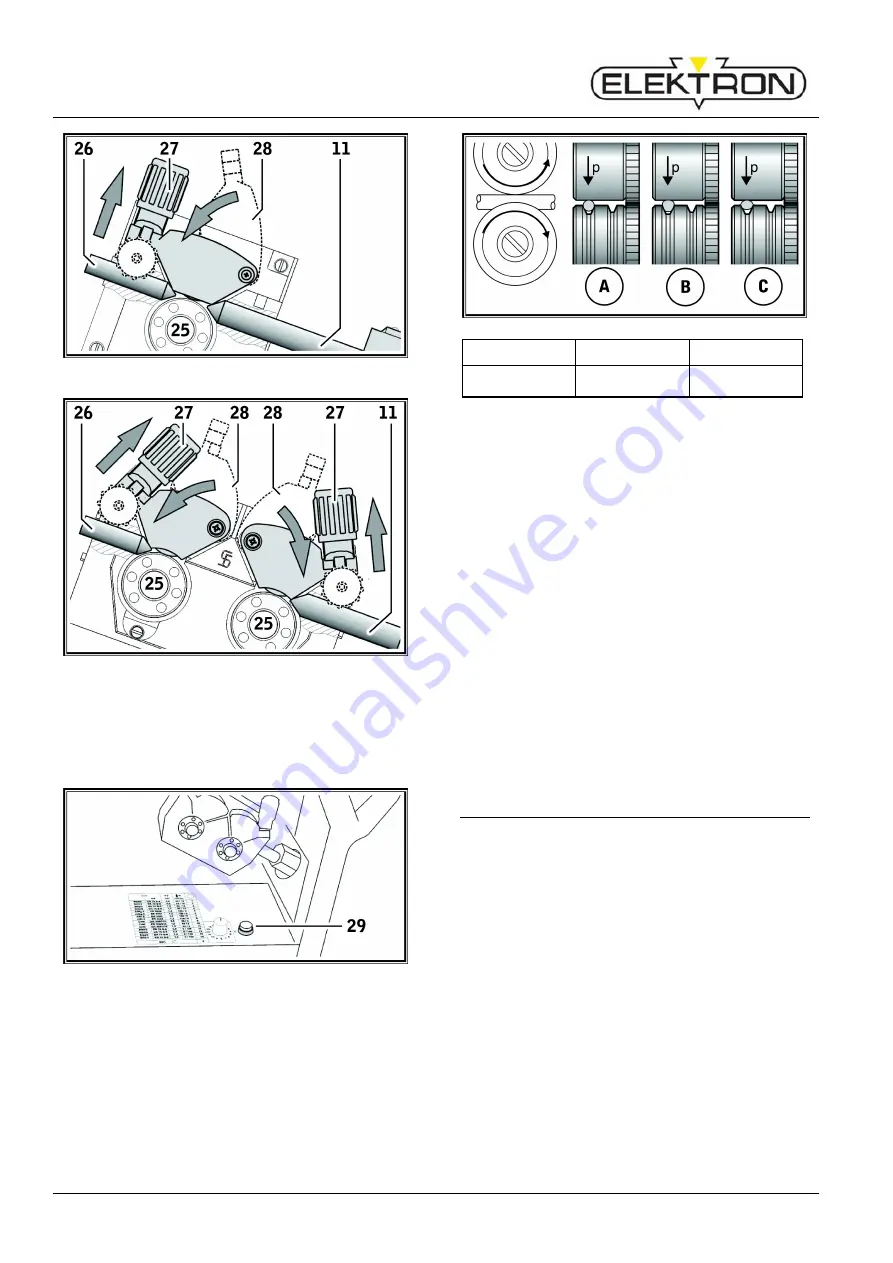
Fig. 12: Wire feed button
Press wire feed button 29.
Adjust the contact pressure using the reg-
ulation screws 27 so that wire feed rollers
25 just slip when the welding wire spool is
stopped. The wire must not be jammed or
deformed.
A
B
C
Correct
Contact pressure
too high
Wrong wire feed
roller
Fig. 13: Wire feed rollers
Note for wire feed unit with 4 rollers:
Adjust the contact pressure of the wire feed
rollers 25 on the side of the inlet nozzle 26
to be less than on the side of the central
socket 11 in order to keep the wire
electrode under tension in the wire feed
unit.
Push the wire feed button 29 until the wire
protrudes from the torch neck by about 20
mm.
Screw the contact tip matching the wire
thickness into the torch and cut off the
protruding end of the wire.
12.7 Connecting the inert gas cylinder
Set the insert gas cylinder 14 down on the
carrier plate and secure it with the chain 1.
Briefly open the gas cylinder valve 32
several times in order to blow out any dirt
particles present.
Connect the pressure reducer 13 to the inert
gas cylinder 14.
Screw the inert gas hose 5 to the pressure
reducer.
Open valve 32 of shielding gas bottle 14.
Turn the machine off at main switch 9.
Press torch key and keep it pressed.
Turn on the machine at mains switch 9.
Solenoid valve will be switched on for 10
seconds.







































































