
















KERCOMET 170
and
210, MULTIMIG 150
Explantion of symbols – Safety precautions
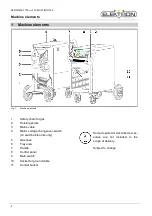
5
2
Explanation of symbols
2.1
Meaning of the symbols in the
operation manual
Danger to life and limb!
If the danger warnings are disre-
garded, this can cause slight or
severe injuries or even death.
Danger of property damage!
Disregarding danger warnings can
cause damage to work pieces,
tools, and equipment.
General note!
Designates
useful
information
about the product and equipment.
2.2
Meaning of the symbols on the
machine
Danger!
Read the user information in the
operation manual.
Disconnect the mains plug!
Pull out the mains plug before
opening the housing.
3
Safety precautions
Hazard-free working with the ma-
chine is only possible if you read
the operating and safety instruc-
tions completely and strictly ob-
serve them.
Please obtain practical training be-
fore using the machine for the first
time. Follow the accident preven-
tion regulations (UVV
1
)).
Before starting any welding work,
clear
away
any
solvents,
degreasing
agents,
and
other
flammable
materials
from
the
working area. Cover flammable
materials which can not be moved.
Only weld if the ambient air
contains no high concentrations of
dust, acid vapours, gases or
flammable
substances.
Special
care must be taken during repair
work on pipe systems and tanks
which contain or have contained
flammable liquids or gases.
Never touch live parts inside or
outside of the housing. Never touch
welding electrodes or live welding
current parts in a machine that is
on.
Do not expose the machine to rain,
do not spray water on it or steam
blast it.
Always use a welding shield. Warn
other persons in the welding area
about arc-rays.
1
) Only for Germany.
Available at Carl Heymanns-Verlag,
Luxemburger Str. 449, 50939 Köln.







































































