




















16
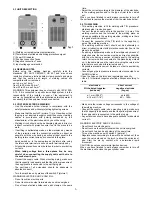
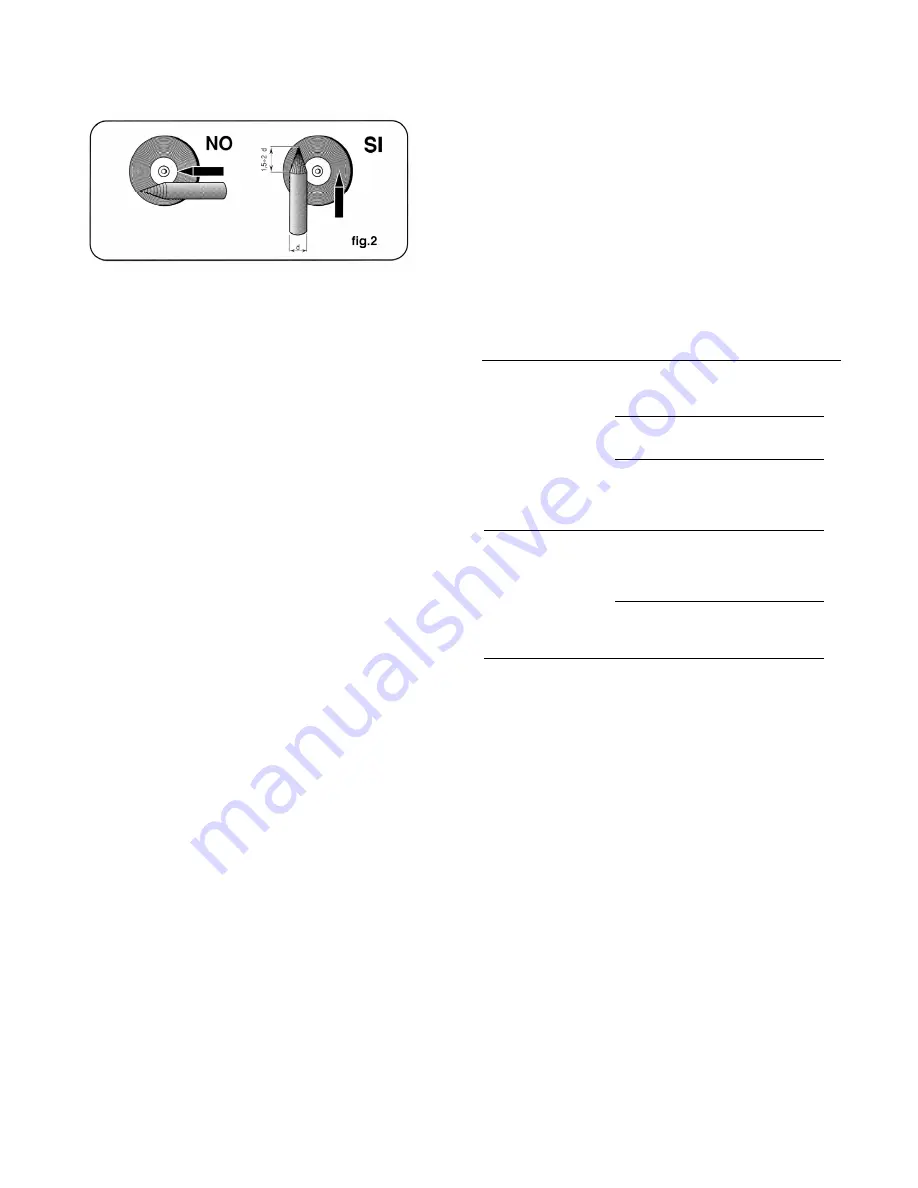
2.6.1 Preparación del electrodo
Hay que poner especial atención en la preparación de la punta
del electrodo, pulirla de manera que presente un rayado
vertical igual al que se indica en la fig. 2.
ADVERTENCIAS: PARTICULAS METALICAS INCANDE-
SCENTES EN SUSPENSION pueden causar heridas al
personal, dar origen a incendios o dañar los instrumentos de
trabajo; LA CONTAMINACION CON TUNGSTENO puede
disminuir la calidad de la soldadura.
- Afilar el electrodo de Tungsteno solamente con un esmeril
que adecuados cárter de protección y en una zona segura,
usando oportunas protección para la cara, las manos y el
cuerpo.
- Afilar los electrodos de tungsteno con una muela abrasiva
dura de grano fino, utilizada exclusivamente para perfilar el
tungsteno.
- Perfilar las extremidades del electrodo de tungsteno
dándole forma cónica con una longitud de 1,5 / 2 veces el
diámetro del electrodo fig. 2.
3 MANUTENCION Y CONTROLES
3.1 NOTAS GENERALES
ATENCION; EL SHOCK ELÉCTRICO PUEDE MATAR.
- No Tocar partes eléctricas que estén bajo tensión.
- Apagar la soldadora y quitar el enchufe de la toma de
corriente de cualquiera operación de manutención.
LAS PARTES EN MOVIMIENTO pueden causar graves
lesiones.
- Hay que mantenerse distante de las partes en movimiento.
SUPERFICIES INCANDESCENTES pueden causar graves
quemaduras.
- Dejar enfriar la soldadora antes de proceder a la
manutención.
3.2 REPARACION DE LA SOLDADORA
La experiencia ha demostrado que muchos accidentes
mortales se deben a reparaciones realizadas sin tener los
debidos conocimientos. Por esta razón un atento y completo
control de una soldadora reparada es tan importante como los
que se realizan a una soldadora nueva.
De esta manera, además, se protege a los productores del
hecho que se les crea responsables de defectos que en
realidad han provocado otros.
3.2.1 Prescripciones a las cuales atenerse para efectuar
las reparaciones
- Después de haber enrollado el transformador y las
inductancias, la soldadora tiene que superar las pruebas
de tensión aplicadas según cuanto está indicado en el
cuadro 4 de la norma EN 60974-1.
- Si no se ha efectuado ningún tipo de rebobinado, la
soldadora que ha sido limpiada y o revisada, debe superar
una prueba de tensión aplicada con valores de las
tensiones de prueba equivalentes al 50% de los valores
entregados en el cuadro 4 de la norma EN 60974-1.
- Después de rebobinar y/o cambiar piezas, la tensión al
vacío no tiene que superar los valores expuestos en 11.1
de EN 60974-1.
- Si las reparaciones no han sido efectuadas por el
productor, las soldadoras reparadas y en las cuales se
hubieran cambiado o modificado algunos de sus
componentes, deben ser marcadas de manera que se
sepa quien ha realizado la reparación.
3.2.2 Advertencias de tener en consideración durante el
proceso de reparación
UNA EXCESIVA PRESION puede provocar la ruptura del
circuito de control.
Ejercitar solo mínimas presiones y movimientos delicados
cada vez que conectan o se desconectan los conectores del
circuito o se remueve o se instala el circuito.
UNA INSTALACION EQUIVOCADA o conectores no alineados
pueden causar daño al circuito de control.
Cerciorarse que los conectadores hayan sido oportunamente
instalados y alineados antes de instalar nuevamente la
cubierta.
3.3 DEFECTOS Y AJUSTES
DEFECTO
CAUSA PRESUNTA AJUSTES
La soldadora no
Interruptor
Colocar el
eroga corriente;
en posición O
interruptor en
completamente
posición
I
inoperante.
Fusibles
Cambiar los
quemados
fusibles
Enchufe mal
Colocar el
colocado en el
enchufe
arranque de
alimentación
La soldadora no
Tensión de alimen- Ver 2.2.3
eroga corriente,
tación no correcta:
pero el ventilador
espía amarilla del
funciona. bloqueo
encendida
Termostato
Esperar más
Abierto; espía
o 5 á 6 min.
amarilla del blo-
queo
encendida.
Summary of Contents for MMA 1435
Page 23: ......







































































