




















7
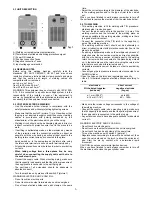
2.6.1 Electrode preparation
It is necessary to pay special attention to the preparation of the
electrode point, grinding it so as to obtain vertical markings as
shown in picture 2.
CAUTION: HOT FLYING METAL PARTICLES can injure
persons, start fires and damage equipment. TUNGSTEN
CONTAMINATION can lower the welding quality.
- Shape tungsten electrode only on grinder with proper guards
in a safe location, wearing proper face, hand, and body
protections.
- Shape tungsten electrodes on a fine grit, hard abrasive wheel
used only for tungsten shaping.
- Grind the end of the tungsten electrode to a taper-shape for a
length of 1,5 -2 electrode diameters (picture 2).
3 MAINTENANCE AND CHECK UP
3.1 GENERAL NOTES
WARNING: ELECTRIC SHOCK CAN KILL.
- Do not touch live electrical parts.
- Turn off welding power source and remove input power plug
from socket before maintenance and servicing.
MOVING PARTS can cause serious injury.
- Keep away from moving parts.
HOT SURFACES can cause severe burns.
- Allow the cooling of the unit before servicing.
3.2 WELDING MACHINE MAINTENANCE
Experience has shown that many fatal accidents originated
from servicing which had not been perfectly executed. For this
reason, a careful and thorough inspection on a serviced
welding machine is just as important as one carried out on a
new welding machine.
Furthermore, in this way manufacturer can be protected from
being held responsible for defects when the fault is someone
else.
3.2.1 Prescriptions to follow for servicing:
- After rewinding the transformer or the inductance, the welding
machine must pass the voltage test applied according to that
indicated in table 4 of the EN 60974-1.
- If no rewinding is done, a welding machine which has been
cleaned and/or reconditioned must pass a voltage test
applied with voltage values equal to 50% of the values given
in table 4 of EN 60974-1.
- After rewinding and/or the replacements of parts, the no-load
voltage should not exceed the values given in 11.1 of EN
60974-1.
- If the servicing is not done by the manufacturer, the repaired
welding machines which underwent replacements or
modifications of any component should be labelled in a way
such that the identity of the person having serviced is clear.
3.2.2 Precautions to take while servicing:
AN EXCESSIVE PRESSURE can break the circuit board.
Use only minimal pressure and gentle movements when
disconnecting or connecting board plugs and removing or
installing board.
INCORRECT INSTALLATION or misaligned plugs can
damage circuit boards.
Check that plugs are properly installed and aligned before
reinstalling the cover.
3.3 TROUBLE SHOOTING
DEFECT PROBABLE
CAUSE
REMEDY
The welding
Switch in O position
Switch to I
machine does not
position
supply current;
completely
inoperative
Burnt
fuses
Replace
fuses
Plug not correctly
Connect it
connected
properly
_____
The welding
Incorrect supply
See 2.2.3
machine does
voltage: yellow
not supply current signal lights up
but the ventilator
works
_____
Thermostat is open.
Wait approx.
Yellow block signal
5-6 min.
lights
up.
Summary of Contents for MMA 1435
Page 23: ......







































































