













8
© 2014 Emerson Climate Technologies, Inc.
Printed in the U.S.A.
AE4-1317 R10
Application Engineering
B
U
L
L
E
T
I
N
brazing
fl
ame. It is important to check both the high and
low sides with manifold gauges before unbrazing. In the
case of an assembly line repair, remove the refrigerant
from both the high and low sides. Instructions should
be provided in appropriate product literatures and
assembly areas.
High Potential (Hipot) Testing
Many of the Copeland brand compressors are
con
fi
gured with the motor below the compressor. As a
result when liquid refrigerant is within the compressor
shell the motor can be immersed in liquid refrigerant to
a greater extent than with compressors with the motor
mounted above the compressor. When Copeland brand
compressors are Hipot tested and liquid refrigerant is
in the shell, they can show higher levels of leakage
current than compressors with the motor on top because
of the higher electrical conductivity of liquid refrigerant
than refrigerant vapor and oil. This phenomenon
can occur with any compressor when the motor is
immersed in refrigerant. The level of current leakage
does not present any safety issue. To lower the current
leakage reading the system should be operated for a
brief period of time to redistribute the refrigerant to
a more normal con
fi
guration and the system Hipot
tested again. See bulletin
AE4-1294
for Megohm
testing recommendations. Under no circumstances
should the Hipot or Megohm test be performed while
the compressor is under a vacuum.
Copeland Scroll
Functional Check
Refrigeration scroll compressors do not have internal
suction valves. It is not necessary to perform functional
compressor tests to check how low the compressor will
pull suction pressure. This type of test may damage a
scroll compressor. The following diagnostic procedure
should be used to evaluate whether a Copeland Scroll
compressor is functioning properly.
1. Verify proper unit voltage.
2. Normal motor winding continuity and short to
ground checks will determine if the inherent
overload motor protector has opened or if an
internal short to ground has developed. If the
protector has opened, the compressor must cool
suf
fi
ciently to reset.
3. With service gauges connected to suction
and discharge pressure
fi
ttings, turn on the
compressor. If suction pressure falls below normal
levels, the system is either low on charge or there
is a
fl
ow blockage.
4a. Single-Phase Compressors
If the suction pressure does not drop and the
discharge pressure does not rise to normal levels
the compressor is faulty.
4b. Three-Phase Compressors
If the suction pressure does not drop and the
discharge pressure does not rise, reverse any
two of the compressor power leads and reapply
power to make sure the compressor was not wired
to run in the reverse direction.
The compressor current draw must be compared to
published compressor performance curves at the
compressor operating conditions (pressures and
voltages). Signi
fi
cant deviations (±15%) from
published
values may indicate a faulty compressor.
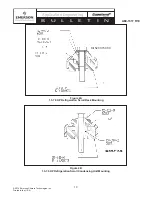
New Installation
• The copper-coated steel suction, discharge, and
injection tubes on scroll compressors can be
brazed in approximately the same manner as any
copper tube.
• Recommended brazing material – Any Silfos
material is recommended, preferably with a
minimum of 5% silver. However, 0% silver is
acceptable.
• Use of a dry nitrogen purge to eliminate possibility
of carbon buildup on internal tube surfaces is
recommended.
• Be sure process tube
fi
tting I.D. and process tube
O.D. are clean prior to assembly.
• Apply heat in Area 1. As tube approaches brazing
temperature, move torch
fl
ame to Area 2.
• Heat Area 2 until braze temperature is attained,
moving torch up and down and rotating around
tube as necessary to heat tube evenly. Add braze
material to the joint while moving torch around
circumference.
• After braze material
fl
ows around joint, move torch
to heat Area 3. This will draw the braze material
down into the joint. The time spent heating Area 3
should be minimal.
• As with any brazed joint, overheating may be
detrimental to the
fi
nal result.







































































