












9
© 2014 Emerson Climate Technologies, Inc.
Printed in the U.S.A.
AE4-1317 R10
Application Engineering
B
U
L
L
E
T
I
N
Field Service
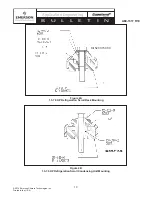
To disconnect:
• Recover refrigerant from both the high and low
side of the system. Cut tubing near compressor.
To reconnect:
• Recommended brazing materials – Silfos with
minimum 5% silver or silver braze material with
fl
ux.
• Reinsert
tubing
fi
tting.
• Heat tube uniformly in Area 1, moving slowly to
Area 2. When joint reaches brazing temperature,
apply brazing material.
• Heat joint uniformly around the circumference to
fl
ow braze material completely around the joint.
• Slowly move torch in Area 3 to draw braze material
into the joint.
Do not overheat joint.
}
}
}
1
2
3
Scroll Tube Brazing
Figure 1A
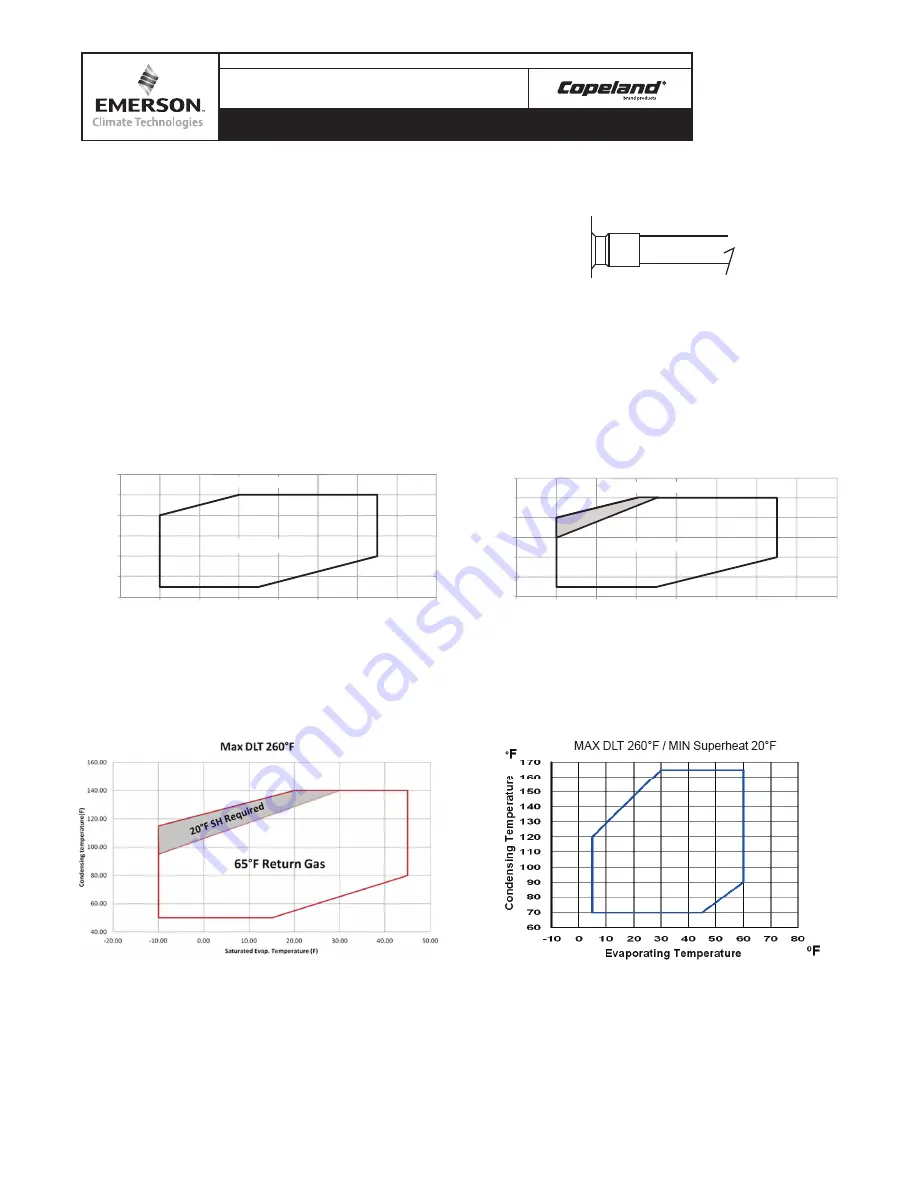
ZB*KCE Application Envelope for
R-404A / R-507 (1.3 - 7.5 HP)
p
-10
50
-10
120
10
140
45
140
45
80
15
50
-10
50
-10
120
10
140
15
140
-10
100
-10
120
40
60
80
100
120
140
160
-20
-10
0
10
20
30
40
50
60
Condensi
ng T
e
mperat
ure (
°F)
Evaporating Temperature ( °F)
65°F Return Gas
MAX DLT 260°F
Figure 1D
ZB*KCE Application Envelope for
134a 2-7.5 HP
Figure 1B
ZB*KCE Application Envelope for
R-407A / R-407C (1.3 - 7.5 HP)
40
60
80
100
120
140
160
-20
-10
0
10
20
30
40
50
Condensi
ng T
e
mperat
ure (
°F)
Evaporating Temperature ( °F)
20F SH Required
65°F Return Gas
MAX DLT 260°F
Figure 1C
ZB*KCE Application Envelope for
R-407F (1.3 - 7.5 HP)







































































