

























ML0071-601-06 Super Seal™ Operations Manual Rev. A
ENERCON INDUSTRIES
17
TROUBLESHOOTING
” in
SECTION 6 –
TROUBLESHOOTING
.
Once the system is running it is recommended that
you attempt to determine the sealing window of the
products that will be sealed by this power supply.
This test will require several containers, caps, and
liners and should be performed at the line speed
each product will be run at during actual production.
NOTE:
The initial output level chosen for this test can be a
level determined by the testing results of your
product samples by Enercon, or an output level of
your own choosing. If no samples were sent for
testing, it is recommended that the initial output level
be 50% or lower. For the following examples, we will
be using 50% as the initial output level.
With the circuit breaker or disconnect switch ON,
press the
UP
/
DOWN
arrows until the
desired output level setpoint is reached. Press the
START
pushbutton and ensure the unit starts
and is running at the output level you selected.
Run a single container under the sealing head at
your production line speed. Once through the sealer,
wait at least 30 seconds for the liner to cool and then
remove the cap and inspect the liner condition.
NOTE:
Do
not
perform this test on a container that has been
previously run, as this can give inaccurate test
results. A new container, liner, and cap should be
used each time the test requires a container to be
run.
No Seal
If no seal was achieved, raise the output in 5%
increments and continue running a single container
until the liner begins to adhere. Continue the test,
raising the output by 1% or 2%, until the liner seals
around the entire lip of the container. This is the
lower limit of the sealing window. Continue the test,
raising the output by 1%, until the liner shows signs
of overheating then lower the output by 1% and this
is the upper limit of the sealing window. Choose the
output level, within this window, that gives the
desired strength and peelability as your production
output level.
Burned Liner
If the initial test results in a burned liner, lower the
output in 5% increments and continue running a
single container until the burning subsides. Continue
the test, lowering the output by 1% or 2%, until the
liner shows
no
signs of overheating. This is the
upper limit of the sealing window. Continue the test,
lowering the output by 1%, until the liner no longer
seals the entire lip of the container. Raise the output
by 1% and this is the lower limit of the sealing
window. Choose the output level, within this window,
that gives the desired strength and peelability as
your production output level.
Good Seal
If a good seal was achieved, note the output level,
then lower the output 1% and continue running a
single container until the liner no longer seals the
entire lip of the container. Raise the output by 1%
and this is the lower limit of the sealing window.
Reset the output to the level noted after the initial
test. Continue the test raising the output by 1% until
the liner shows signs of overheating. Lower the
output by 1% and this is the upper limit of the sealing
window. Choose the output level, within this window,
that gives the desired strength and peelability as
your production output level.
Production Test
When the sealing window and production output %
have been determined, a production test should be
run. Set up a group of containers that is at least
twice the length of the sealing head. The grouping
should be back to back to simulate a worst case
scenario. Press the
START
pushbutton and
verify the unit is running at your production output
level determined in the previous steps. Run the
containers at your production line speed and then
verify that all containers sealed properly.
If not all of the containers sealed, double check the
results of the sealing window setup and refer to
“
APPLICATION TROUBLESHOOTING
” in
SECTION 6 – TROUBLESHOOTING
of this manual.
If all of the containers sealed properly, then the
system is ready to be put into production.
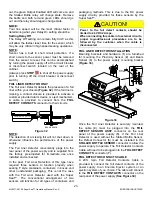
ADJUSTING THE LOSS OF SEAL INDICATOR
ALARM SETPOINT
The Loss of Sealing Indicator Alarm (LSI) is
programmable to allow setting the power supply’s
lower output limit, or threshold, for the alarm circuit
operation. If, for any reason, the output displayed on
the output meter falls below this programmed alarm
setpoint the alarm relay contacts will change state.
Refer to
LOSS OF SEALING INDICATOR ALARM
(LSI
) on
Page
14
for more information.
The default alarm setpoint is 60%, and is set during
the testing phase of the power supply. You will be
able to adjust the alarm setpoint to any level through
the full output range of your power supply.







































































