





























ADVANCED FEATURES
Updating the Firmware
159 |
P a g e
Copyright © 2021 BF ENTRON and/or its affiliates. All rights reserved
Product Model:
iPAK2v2
Firmware Version:
V2.10
May 22 | Doc No 700253-2
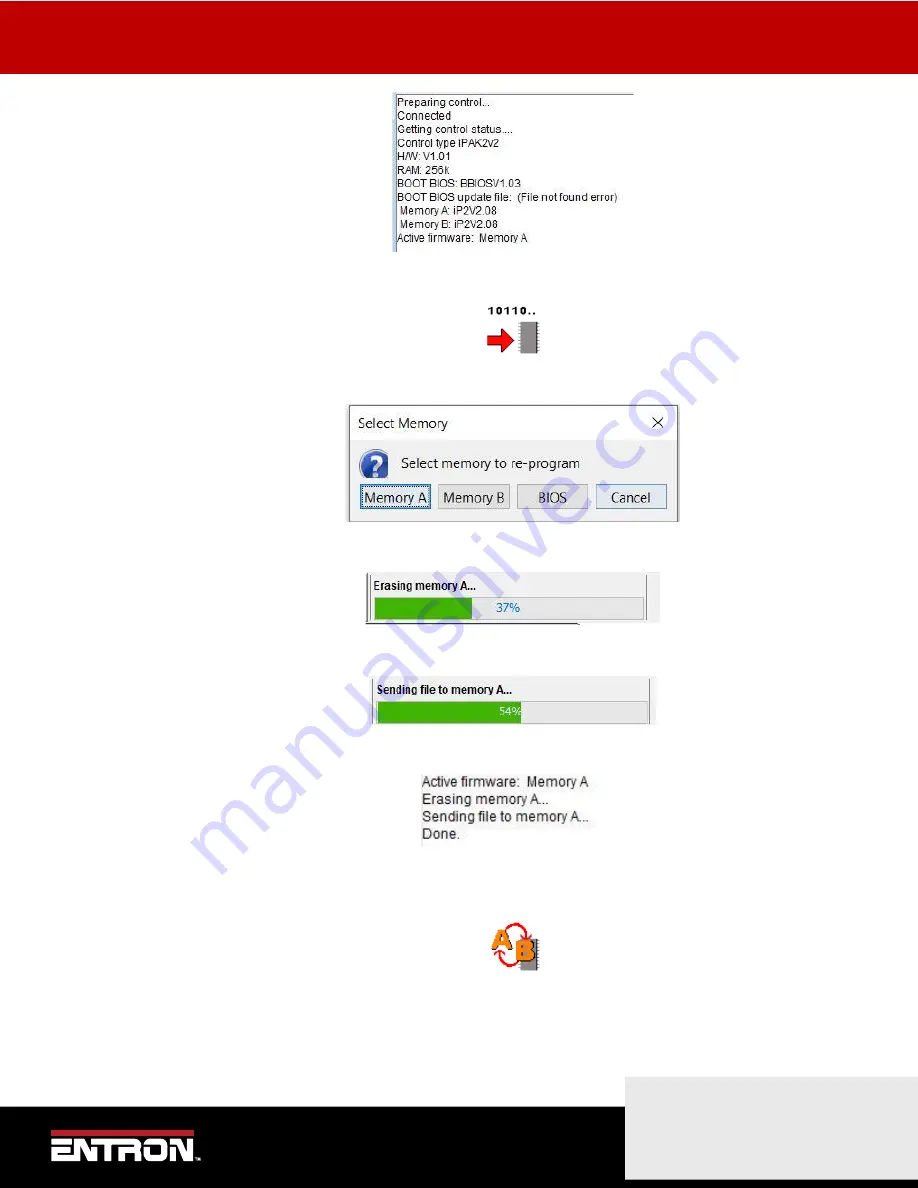
6)
Click the
Start transfer to control
icon and select a memory to reprogram
Select Memory to update
You should then see
Followed by
When complete you will see the following message
7)
If required, click the change
Active Memory Icon
to change the active memory to the desired firmware.
Select the Memory you want the timer to use (
A
or
B
)







































































