





























INTRODUCTION
Installation
52 |
P a g e
Copyright © 2021 BF ENTRON and/or its affiliates. All rights reserved
Product Model:
iPAK2v2
Firmware Version:
V2.10
May 22 | Doc No 700253-2
2.9.3.5
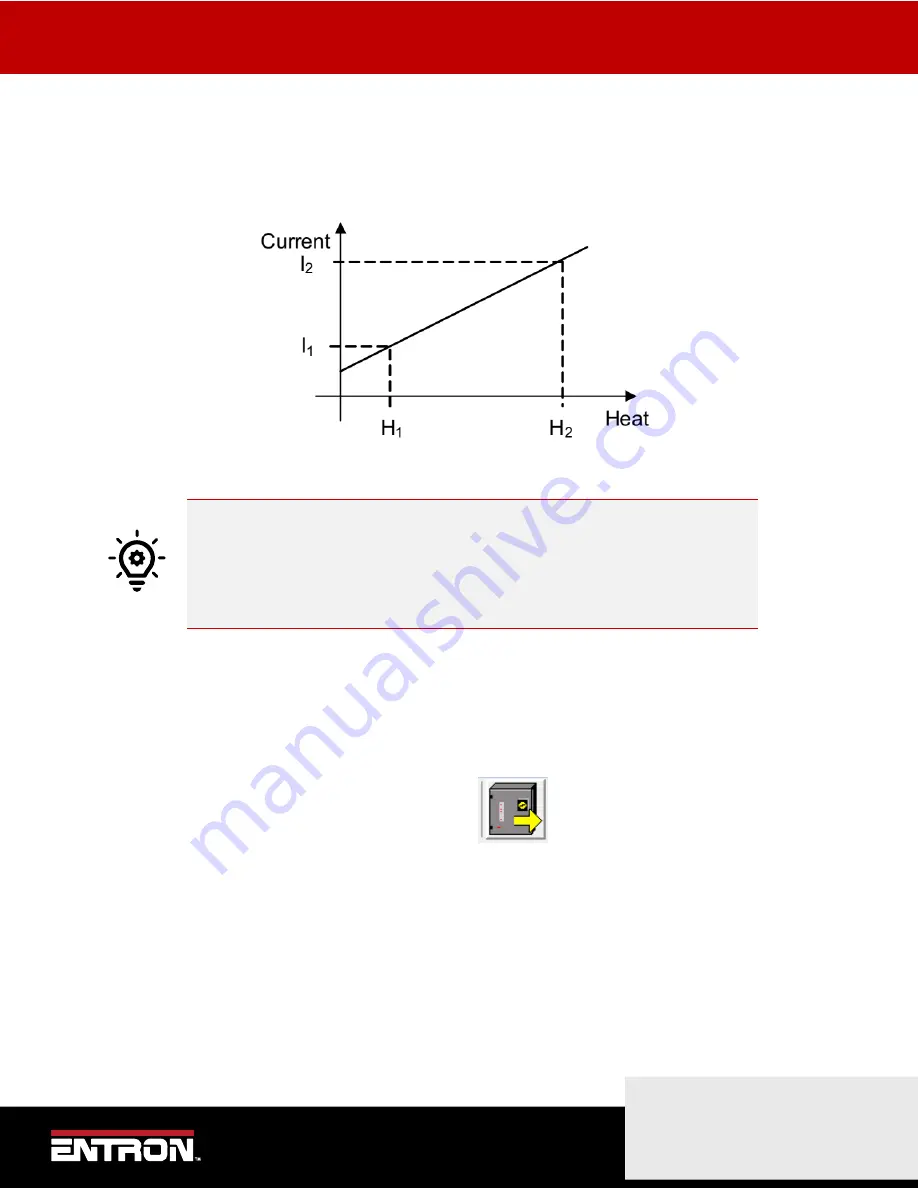
Calibration Procedure for Constant Current Calibrated Mode (“CCC”)
To use the iPAK2v2 in
CCC
mode where the weld current parameter is defined in terms of kiloampere (kA), the
relationship between Heat and Current must be established for the machine or system. The relationship is defined by a
two-point lookup table.
Figure 15: Constant Current Calibrate ("CCC") Diagram
Projection Welding Performance
CCC Calibration should be done for Projection Welding applications. CCC Calibration
increases the rise-time to the target current without causing any significant
transient conditions. Rapid-rise time of the weld current minimizes excessive
heating of the weld. Excessive heating can reduce weld strength.
The steps for calibrating CCC -constant current calibrated mode are as follows:
1)
Connect the computer to the control via an Ethernet cable
2)
Turn ON the iPAK2v2 weld control
3)
Open NetFlash™ software application on computer and connect to the target control
4)
Load the parameters from the connected control by clicking
the Load From Control
Icon
5)
Navigate to the
Program
tab in NetFlash™







































































