





























Epilog Job Manager Instructions
The Epilog Job Manager is a powerful new tool that will quickly become one of your favorite features
on your laser system. From one piece of software, you can access any job you have sent to the laser,
view the settings you used on any past job, re-run projects, access your material database, and much
more. It’s a great addition to the Epilog Laser product features, and we look forward to seeing how our
customers use this software!
• Windows 7/8/10
is required to use the Epilog Job Manager.
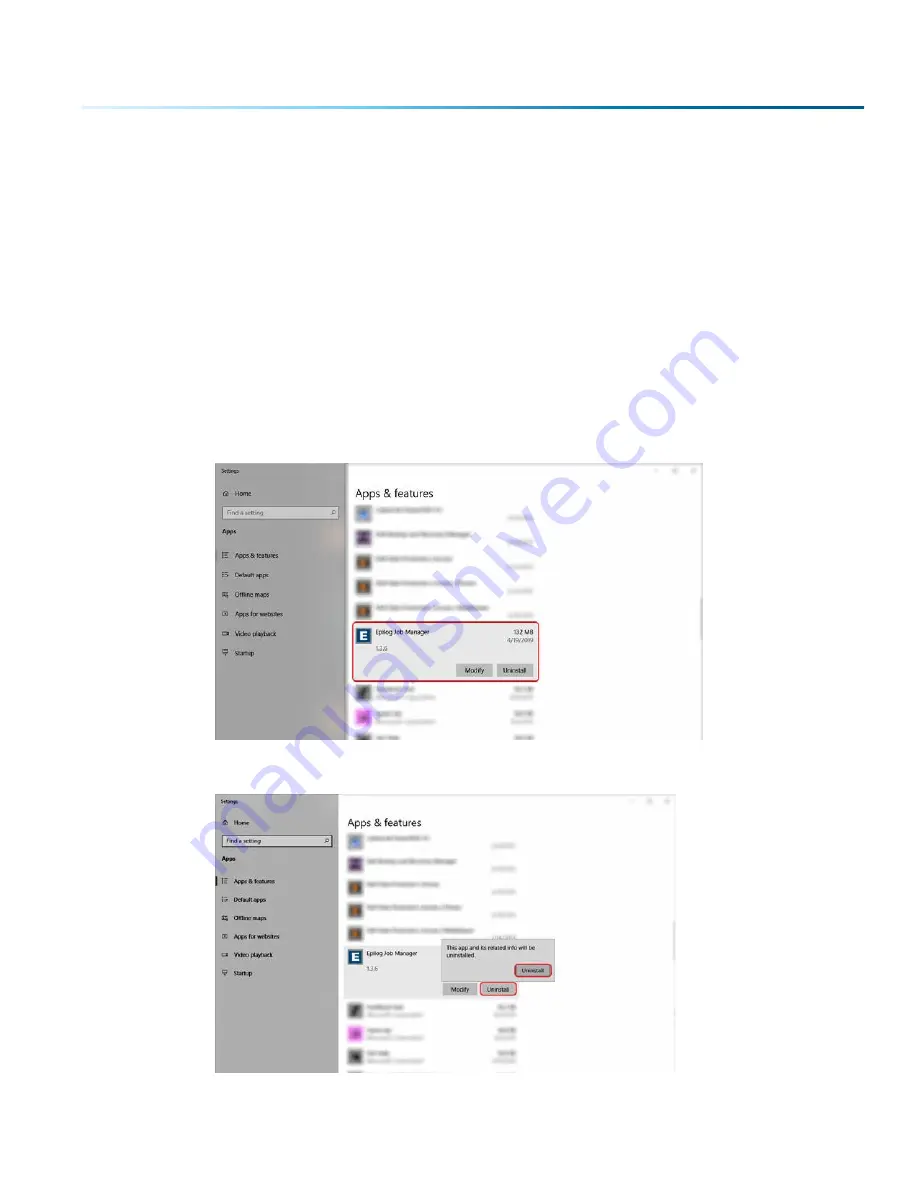
Uninstalling the Previous Job Manager
If you have installed a previous version of the Job Manager on your computer, you must uninstall it first
before you continue.
1. Go to Control Panel > Programs and Features and click on Epilog Job Manager
2. Click “Uninstall” and confirm if asked again.
SECTION 3: SOFTWARE INSTALLATION
- 23 -
Summary of Contents for Fusion Pro 32
Page 2: ......
Page 6: ......
Page 14: ...Fusion Pro 48 8 SECTION 1 SAFETY ...
Page 15: ... 9 SECTION 1 SAFETY ...
Page 18: ......
Page 28: ......
Page 60: ......
Page 98: ......
Page 108: ......
Page 132: ......
Page 162: ......
Page 184: ......
Page 202: ......
Page 214: ......
Page 216: ......
Page 242: ......





















































