




















# VSH400PLC090909
- 21 -
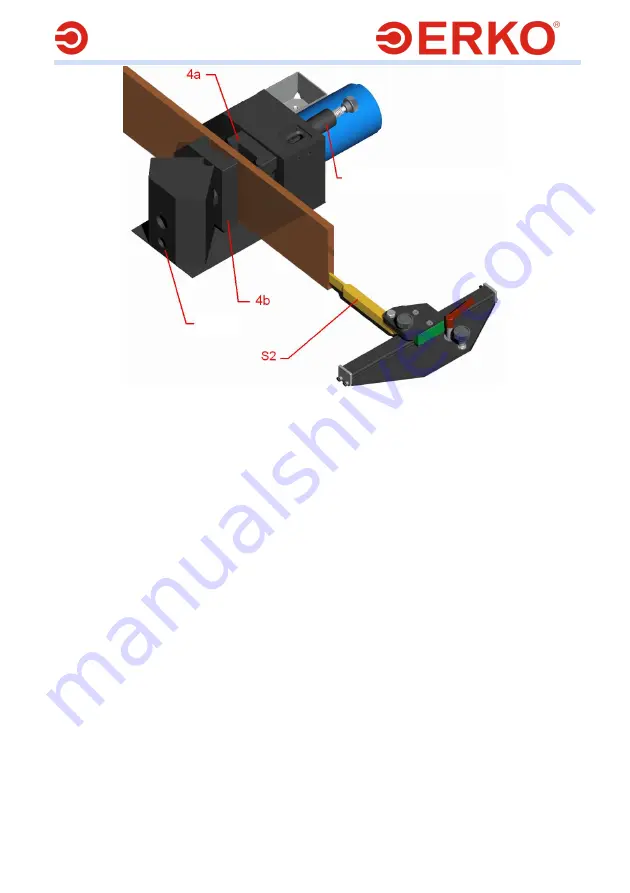
Fig.25
8.4 CUTTING:
Prepare the station as described in 6.1
Enter the settings as described in 6.6
Move the rail into the space between the cutters, set the appropriate distance
from the rail edge, centre and block the rail with the guide.
Press the pedal Q3 to start the cutting process
To repeat the operation, release the pedal Q3, move the rail be the desired
length and press the pedal Q3 again.
knop
crank







































































