
























TCA-TCE-50-Textos
9
5. ÄNDERUNG DER DREHZAHL
Zur Änderung der Drehzahl dienen die beiden Hebel oben rechts am Gehäuse, unter denen Hinweise zu den
verschiedenen Drehzahlen angebracht sind.
Achten Sie vor jedem Drehzahlwechsel unbedingt darauf, daß die Maschine stillsteht, da sonst das Getriebe beschädigt
werden könnte.
6. BOHRTIEFE
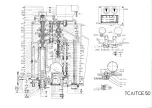
Um die Bohrtiefe einzustellen, lösen Sie die Spitzschraube Nr. 10, Seite 9, und stellen Sie die Bohrtiefe nun an der
Rändelschraube ein. Die Anzeige Nr 18, Seite 9, zeigt die eingestellte Bohrtiefe in Millimeter oder Zoll an. Sobald Sie die
richtige Bohrtiefe eingestellt haben, drehen Sie die Spitzschraube wieder fest.
7. AUTOMATISCHER VORSCHUB
Der automatische Vorschub wird durch eine leichte seitliche Bewegung einer der vier Knebel des Vorschubrades Nr. 14,
Seite 9, zugeschaltet. Zur Anwahl eines bestimmten Vorschubes dient der Schalthebel Nr 13, Seite 9, wobei die
unterschiedlichen Vorschubwerte neben dem Hebel abzulesen sind. Es gibt zwei Methoden, den automatischen
Vorschub abzuschalten:
Abschalten von Hand: Mit einem der Knebel des Vorschubrades Nr. 14, Seite 9,
Automatische Abschlatung: Bei Erreichen der Bohrtiefenanzeige (Siehe oben Nummer 6)
8. AUTOMATISCHER VORSCHUB (ELEKTROMAGNETISCHE EINKUPPLUNG)
Mit der Drucktaste am Ende irgendeiner der vier Schaltungen Nr. 2 (Siehe Seite 4) wird automatisch der Arbeitsvorschub
eingekuppelt. Mit dem Vorschubwähler Nr. 3 (Siehe Seite 9) können die verschiedenen Vorschübe gewählt werden. Die
vershciedenen Vorschübe sind auf den entsprechenden Schildern angezeigt. Der automatische Vorschub der Hauptwelle
kann auf drei verschiedener Weisen ausgekuppelt werden:
Von Hand auskuppeln
:
•
mit der Drucktaste am Ende irgendeiner der vier Schaltungen Nr. 2 (siehe Zeichnung Nr. 3 auf Seite 4).
•
STOP-Taste für „AUSKUPPELN“ auf der Drucktastatur Nr. 17 (siehe Seite 9).
Automatisch auskuppeln
:
•
hierfür muss ide Bohrtiefe mittels der Pfeilanzeige eingestellt werden (siehe Punkt 6).
9. LANGSAMER HANDVORSCHUB
Stellen Sie den Schalthebel für den Vorschub (Nr. 13, Seite 9) auf „0“ (Totpunkt) und schalten Sie den automatischen
Vorschub durch Bewegen eines Knebels des Vorschubrades (Nr. 14, Seite 9) zu. Nun können Sie durch manuelles
Drehen am Vorschubrad langsam in das Werkstück eindringen.
10. DREHMOMENTBEGRENZER
Um Schäden an der Mechanik vorzubeugen, ist die Maschine mit einem Drehmomentbegrenzer für die Vorschübe
ausgestattet, der bei Überlastung reagiert. Sollte es aus irgendeinem Grunde einmal nötig werden, die Einstellung des
Drehmomentbegrenzers zu korrigieren, so geschieht dies durch Anziehen der
Mutter Nr. 40.1/43
11. AUTOMATISCHER WERKZEUGAUSTREIBER
Ziehen Sie den ## ZUGBOLZEN ## Teil Nr. 13, Seite 4, von der Maschine weg, halten Sie mit der linken Hand das
Werkzeug fest, und führen Sie mit dem Vorschubrad im obersten Teil des Spindelhubes einen kurzen, kräftigen Schlag
im Uhrzeigersinne aus. Siehe hierzu auch Zeichnung Nr. 3 auf Seite 4.
Warnung: Während des Betriebs der Maschine muß der ## ZUGBOLZEN ##, Teil 13, Seite 4, immer voll
hineingeschoben sein, entsprechend Position A auf Zeichnung Nr. 2 auf Seite 4.
12. BLOCKIEREN DES VORSCHUBES
Ziehen Sie mit einem Schraubenschlüssel die Schraube Nr. 25, Seite 9, an.
Warnung: Es wird empfohlen, den Vorschub nur zu Blockieren, wenn die Maschine zum Fräsen eingesetzt
werden soll.
•
HÄUFIGE SCHÄDEN
•
BRUCH DER RÜCKHOLFEDER
Entfernen Sie die Schutzabdeckung und nehmen Sie die spiralförmige Rückholfeder heraus, um sie zu reparieren.
Stecken Sie das hakenförmig umgebogene, innere Ende der Feder in den dafür vorgesehenen Schlitz der Welle. Greifen
Sie das äußere Ende der Feder mit einer Klemmzange, und spannen Sie die Feder durch Drehen entgegen dem
Uhrzeigersinn, bis die richtige Federspannung erreicht ist. Setzen Sie nun die Schraube in den Federsitz ein. Siehe
hierzu auch Zeichnung Nr. 1 auf Seite 4.
•
WARTUNG







































































