













8
SECTION 1
DESCRIPTION
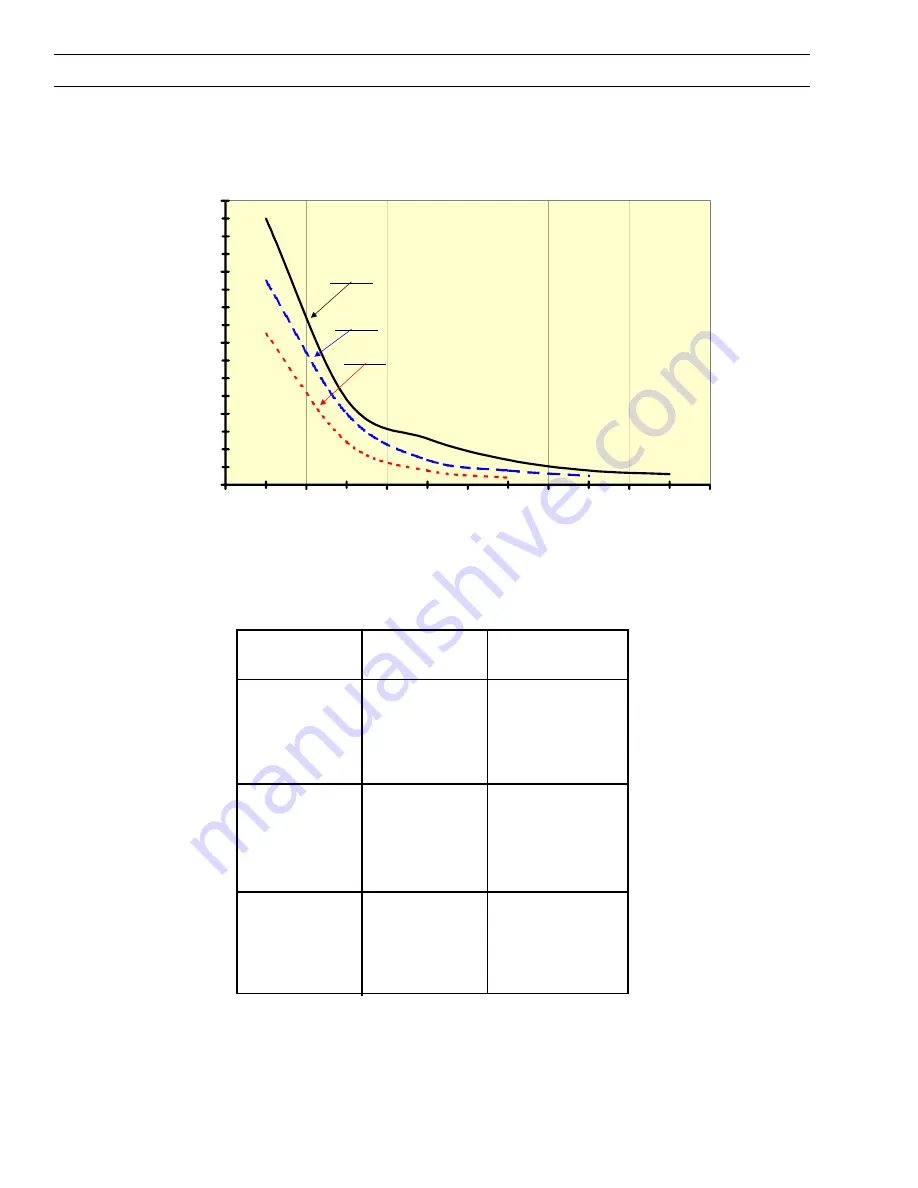
Figure 1-2. PT-32 Cutting Performance
PT-32 CUTTING SPEEDS
AIR @ 75PSI and OUTPUT CURRENT 40AMPS
Cutting
Material
Thickness (In.)
Speed (IPM)
Carbon Steel
1/16
200
1/8
98
1/4
36
3/8
18
1/2
11
Stainless Steel
1/16
138
1/8
58
1/4
18
3/8
10
1/2
6
Aluminum
1/16
200
1/8
110
1/4
48
3/8
17
1/2
14
PT-32 CUT SPEED - CARBON STEEL
0
40
80
120
160
0.25"
0.5"
0.75"
1"
1.25"
1.5"
Material Thickness
Cut Speed, IPM
90 Amps
70 Amps
60 Amps







































































