



















INSTALLATION
-- 5 --
dfa3i1ea
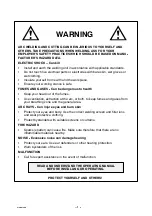
8. Loading the welding electrode.
S
Remove the wire reel from the brake hub (2)
and remove the backing plate (3).
S
Place the coil of wire (1) on the reel and refit the
backing plate (3).
S
Fit the wire reel and disposable bobbin on the
brake hub (2).
CHECK
the position of the carrier.
IMPORTANT!
To prevent the wire bobbin slipping
off the brake hub:
Lock the bobbin in place using the red knob,
as shown on the label (see drawing on right)
positioned next to the brake hub.
S
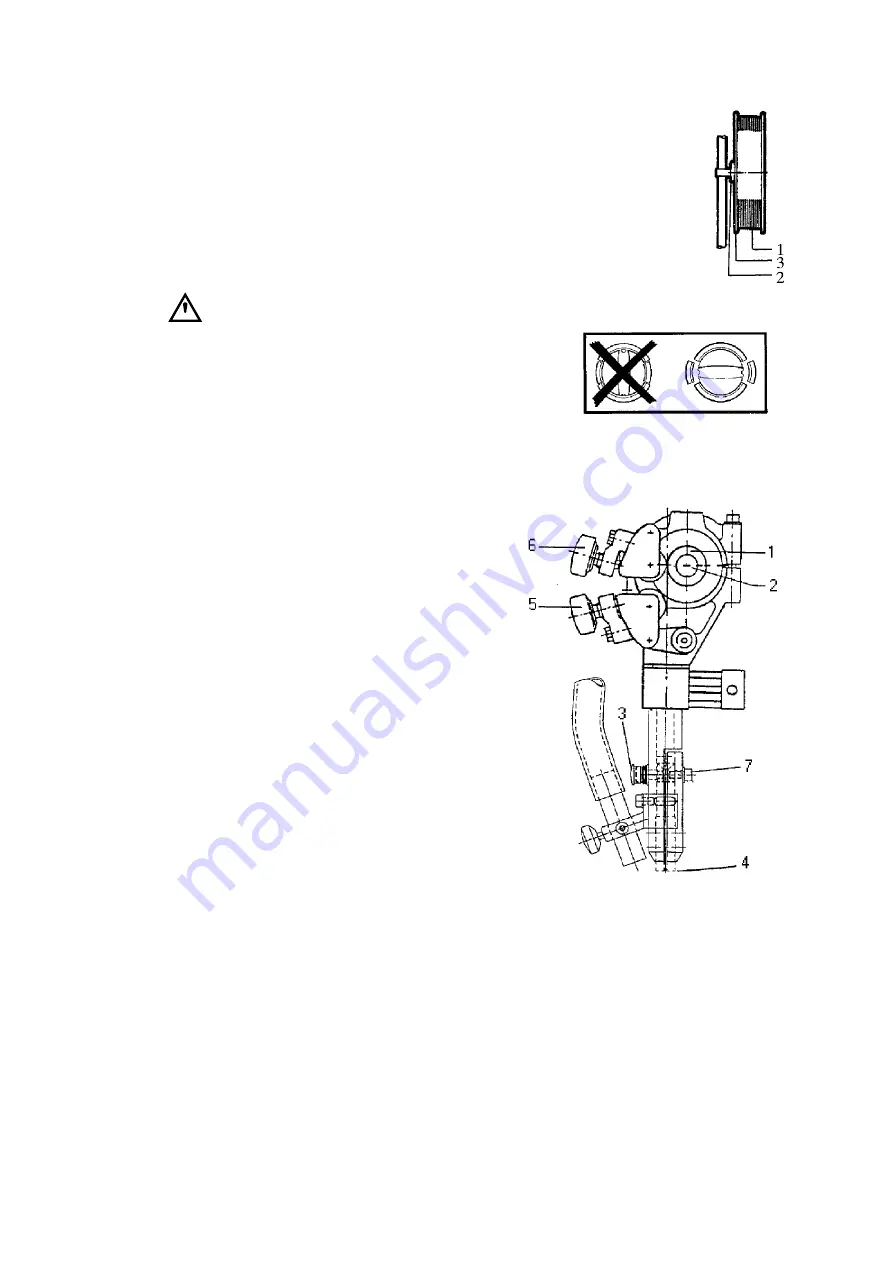
Check that the feed roller (1) and contact jaws (4) are the right size.
S
When using heavy wire (3 -- 6 mm):
a.
Cut off the ties around the
electrode coil.
b.
Pull out the end of the electrode.
c.
Straighten out the electrode.
S
Position the end of the electrode in
the groove in the feed rollers.
S
Adjust the pressure exerted on the
electrode by the roller (6).
NOTE!
Only tighten it enough to
ensure reliable feeding.
Do not tighten the pressure screw all the
way, leave some movement in the spring.
S
The spacer bolt (3) must not be removed.
S
Feed the electrode forward using switch
A 02 on the PEG1 box.
S
While the electrode is being fed forwards,
straighten it out using the knob (5) on the wire
straightener, or using a special straightener for thin wire or twin wire.
When the wire straightener is correctly set the wire should come out
straight through the contact jaws and contact tip.







































































