



















SLICE EXOTHERMIC CUTTING EQUIPMENT
21
89250840
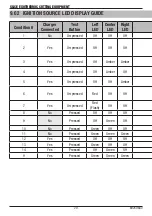
9.02 IGNITION SOURCE LED DISPLAY GUIDE
Condition #
Charger
Connected
Test
Button
Left
LED
Center
LED
Right
LED
Condition
Action
1
No
Un-pressed
Off
Off
Off
Standby
None
2
Yes
Un-pressed
Off
Off
Off
Wall power disconnected /
Internal electronics fault
Verify electrical outlet is energized.
Verify AC/DC Power Adapter Output connector is
fully inserted into DC Input socket.
Return unit for repair.
3
Yes
Un-pressed
Off
Amber
Amber
Analyzing battery (30 seconds)
Wait 30 seconds for charge status. New LED
configuration will appear.
4
Yes
Un-pressed
Off
Amber
Off
Charging battery
Wait up to 2-5 hours for a fully discharged
battery.
5
Yes
Un-pressed
Off
Off
Amber
Battery fully charged /
Trickle mode
Disconnect charger and store or keep charger
connected or use unit.
6
Yes
Un-pressed
Red
Off
Off
Thermal fuse tripped /
Battery fault /
Battery missing
Disconnect charger and wait 10 minutes for fuse
to reset / Replace battery /
Return unit for repair
7
Yes
Un-pressed
Red
(Flash)
Off
Off
Battery temperature high
Wait for unit to cool down /
Move to cooler location
8
No
Pressed
Off
Off
Off
Battery <20% capacity
Unit not recommended for use / Connect charger
9
No
Pressed
Off
Green
Off
Battery 20% to 60% capacity
Unit needs charging / Can be operated / Connect
charger
10
No
Pressed
Green
Off
Off
Battery 60% to 80% capacity
Connect charger / Unit ready for use
11
No
Pressed
Green
Green
Green
Battery >80% capacity
Unit ready for use
12
Yes
Pressed
Off
Off
Off
Battery <20% capacity
None
13
Yes
Pressed
Green
Off
Off
Battery 20% to 60% capacity
None
14
Yes
Pressed
Off
Green
Off
Battery 60% to 80% capacity
None
9
Yes
Pressed
Green
Green
Green
Battery >80% capacity
Disconnect Charger / Unit ready for use







































































