




























4 MIG/MAG WELDING
0460 896 274
- 25 -
© ESAB AB 2013
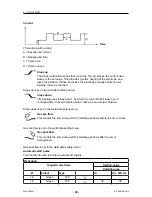
"Hot start"
“Hot start” increases the wire feed speed and the voltage for an adjustable time at the start of
the welding process. The main purpose of this is to provide more energy when starting
welding, which reduces the risk of poor fusion at the beginning of the joint.
Synergy - hot start
It is possible to increase the wire feed speed during a specific period compared to the
present wire feed speed to provide more energy during the weld start and ensure
penetration. The speed is set relative to the ordinary wire feed speed. The time starts when
the arc is ignited and the length is the set hot start time. Synergy gives an increase in the
wire speed of 2 m/min.
Non synergy - hot start
If non synergy is selected, the voltage can be set.
During non synergy and pulsing, voltage, pulse current, background current and frequency
can be set.
NOTE!
It is possible to set negative values for the hot start wire feed and hot start
voltage. This can be used with high weld data to give a smooth weld start by
initially “stepping up” the weld data.
Hot start is activated in the measure screen or in the weld data setting menu → start data.
Touch sense
The system detects when the wire comes into contact with the workpiece.
Touch sense is set in the weld data setting menu → start data.
Only applies to robot welding.
Crater filling
Crater filling makes a controlled reduction in the heat and size of the weld pool possible
when completing the weld. This makes it easier to avoid pores, thermal cracking and crater
formation in the weld joint.
In pulse welding mode, it is possible to choose between pulsed and non pulsed crater filling.
Non pulsed crater filling is the faster process. Pulsed crater filling takes a little longer, yet
gives spatter free crater filling when appropriate values are used.
Synergy - crater filling
In synergy mode, the crater filling time and the final wire feed speed are set in both pulsed
and non pulsed crater filling. The voltage and the pulse parameters drop to the final values
with the help of synergy.
Non synergy - crater filling
In non synergy mode, the settings can be changed to give another arc length at the end of
crater filling. A final time for the final value of crater filling can also be set.
The final voltage can be set for non pulsed crater filling. The final voltage, final pulse current,
final background current and the final frequency can be set for pulsed crater filling.
The final parameter values must always be equal to or lower than the set values for
continuous welding. If the settings for continuous welding are lowered below the set final
values, they will also lower the final values. The final parameter values will not increase
again if the setting for continuous welding is increased.
Summary of Contents for Aristo U82
Page 1: ...Aristo Instruction manual 0460 896 274 GB 20130902 Valid from program version 1 15A U82 ...
Page 80: ...MENU STRUCTURE 0460 896 274 80 ESAB AB 2013 MENU STRUCTURE ...
Page 81: ...MENU STRUCTURE 0460 896 274 81 ESAB AB 2013 ...
Page 82: ...MENU STRUCTURE 0460 896 274 82 ESAB AB 2013 ...
Page 83: ...MENU STRUCTURE 0460 896 274 83 ESAB AB 2013 ...
Page 84: ...MENU STRUCTURE 0460 896 274 84 ESAB AB 2013 ...







































































