






















14
f. Position 6, RUN Schedule I (Must be Set).
This
position allows you to preset the welding param-
eters (IPM/VOLTS) for Schedule I (RUN position).
The wire speed rate is set using the left Inc./Dec.
toggle switch and the setting will appear in the IPM
window. The arc voltage requirement is set using
the right Inc./Dec. toggle and the setting will ap-
pear in the VOLTS window. After all preset param-
eters have been programmed, the unit is ready to
weld.
7. Inc.-Dec. Toggle Switches.
Two control toggles are
provided to preset the individual welding param-
eters required for the selected welding Schedules
(per torch) as follows:
a. “IPM “ Increase/Decrease Control.
This toggle
switch is used to set and/or vary the wire feed
speed (IPM), and all of the parameters that appear
in the box above the switch, such as; Power
Source selection, Material selection, Preflow, Spot
for both torches, and Inch. With appropriate func-
tion selector actuated, each parameter setting will
be displayed in the digital window directly above
this toggle.
b. “VOLTS” Increase/Decrease Control.
This toggle
switch is used to set and/or vary the arc Volts, and
all of the parameters that appear in the box above
the switch, such as; Slope selection, Wire Diam-
eter selection, Postflow, Burnback. With the ap-
propriate function selector actuated, each param-
eter setting will be displayed in the digital window
directly above this toggle.
8. Inch-Purge (Reset) Switch (Optional Setup).
This
two position (momentary “on” contact) switch allows
the following operation.
a. Inch Function.
The INCH selection permits cold-
wire inching without energizing the welding circuit.
A preset cold wiring inching speed (40 to 999 ipm)
can be set and/or changed by operating its Inc./
Dec. toggle switch, and this setting (which is
independent of welding wire speed) will appear in
the IPM window. Note that the initial starting speed
will jump to 100 ipm for 2-seconds and then will go
to its preset value. This setting is shared by both
torches.
b. the Gas PURGE (Abort Reset)
position provides
the following when actuated:
(1) Prior to actual torch triggering,
it permits you
to actuate the gas solenoid and PURGE the
shielding gas line of the torch. At the same
time, it also lets you adjust the gas regulator
without energizing the welding circuit. It also
allows you to look at a pair of numbers that will
SECTION 3
OPERATION
have a bearing on the quality of starts as
explained in Section 3.4-B-5.
(2) After starting the welding sequence,
if an
“abort-shutdown” condition occurs (indicated
by a flashing digital display). the RESET posi-
tion can be actuated and the control automati-
cally “resets” for a new start.
(3) Actuating the Purge (Reset)
key during a
weld, allows you to check the factory-preset
numbers that determine the quality of the “arc
starts” for each of the four (4) possible welding-
conditions. These numbers are displayed in
the IPM and VOLTS windows and represent
the optimum arc starting (servo) characteris-
tics required for most welding applications.
This diagnostic feature is fully explained in the
troubleshooting Section 4.2-G.
3.3 GAS/WIRE ADJUSTMENTS
The following Digimig control functions must be set to
feed wire through the torch conduit and to adjust the
shielding gas flow rate.
1. Place Power switch (rear panel) to “on” position to
energize the control.
2. Place key-operated Run-Set switch (rear panel) in
Set position.
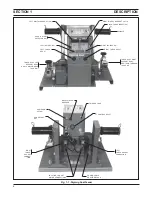
3. With torch connections made as shown in Fig. 2-1,
and wire engaged in accessory support, feed wire
through torch conduit and into torch as follows:
a. Actuate
and immediately release
the torch switch
lever for the Right Torch/Motor. This action (thru
the control’s switching relay circuitry) sets-up the
control to receive the parameter programming for
the Right Torch.
b. Remove nozzle and contact tip from torch.
c. Hold Inch-Purge toggle in INCH position until
“cold” wire protrudes from the torch front end.
d. Slide the contact tip over the end of the wire and
secure it to the torch. Replace the torch nozzle.
e. Reoperate Inch-Purge toggle in INCH position
and check for wire feed slippage on the accessory
support assembly. Tighten (or loosen) the pres-
sure adjusting knob until the wire feeds smoothly.
f. Now, actuate
and immediately release
the torch
switch lever for the Left Torch/Motor. This action
(thru the control’s switching relay circuitry) sets-up
the control to receive the parameter programming
for the Left Torch, and you can repeat steps b-e.
4. With shielding gas cylinder and torch gas hose
connection assembled as shown in Fig. 2-1, set gas
flow rate as follows:
a. Hold Inch-Purge toggle in PURGE position and
open the gas regulator-flowmeter control valve
and set the shielding gas flow rate.
Summary of Contents for Digimig Dual
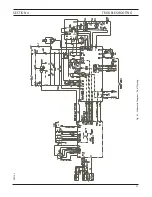
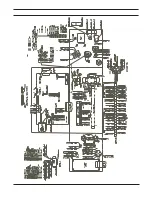
Page 21: ...21 SECTION 4 TROUBLESHOOTING Fig 4 1 Schematic Diagram Dual Digimig 30914 L ...
Page 22: ......
Page 29: ...29 NOTES ...
Page 30: ...30 NOTES ...























































