





















ESAB ET 186i AC/DC
SERVICE 5-4 Manual 0-5425
If equipment is to be used in a hazardous location or environments with a high risk of electrocution as outlined in EN 60974.1,
then the above tests should be carried out prior to entering this location.
B. Calibration Requirements
Where applicable, the tests outlined in Table 5-3 below shall be conducted by an accredited ESAB service provider.
Testing Requirements
Output current (A) to be checked to ensure it falls within applicable ESAB power source specifications
Output Voltage (V) to be checked to ensure it falls within applicable ESAB power source specifications
Accuracy of digital meters to be checked to ensure it falls within applicable ESAB power source
specifications
Table 5-3: Calibration Parameters
Periodic calibration of other parameters such as timing functions are not required unless a specific fault has been identified.
C. Calibration Equipment
All equipment used for Power Source calibration shall be in proper working condition and be suitable for conducting the measure-
ment in question. Only test equipment with valid calibration certificates (NATA certified laboratories) shall be utilized.
5.04 Cleaning the Welding Power Source
!
WARNING
There are dangerous voltage and power levels present inside this product. Do not attempt to open or
repair unless you are a qualified electrical tradesperson. Disconnect the Welding Power Source from
the Mains Supply Voltage before disassembling.
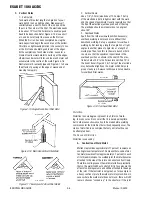
To clean the Welding Power Source, open the enclosure and use a vacuum cleaner to remove any accumulated dirt, metal filings,
slag and loose material. Keep the shunt and lead screw surfaces clean as accumulated foreign material may reduce the welders
output welding current.







































































