





























29
SECTION 3
OPERATION
THE PT-31XL TORCH HEAD CONTAINS A GAS FLOW CHECK
VALVE THAT ACTS IN CONJUNCTION WITH THE FLOW
SWITCH AND CIRCUITRY WITHIN THE POWER SOURCE.
THIS SYSTEM PREVENTS THE TORCH FROM BEING EN-
ERGIZED WITH HIGH VOLTAGE IF THE TORCH SWITCH IS
ACCIDENTALLY CLOSED WHEN THE SHIELD IS REMOVED.
ALWAYS REPLACE TORCH WITH THE PROPER TORCH
MANUFACTURED BY ESAB SINCE IT ALONE CONTAINS
ESAB’S PATENTED SAFETY INTERLOCK.
3.4 CUTTING WITH THE PT-31XL
WEAR THE USUAL PROTECTIVE GLOVES, CLOTHING, AND
HELMET. HELMET WITH FILTER LENS SHADE NO. 6 OR 7
SHOULD PROVIDE ADEQUATE PROTECTION FOR YOUR
EYES.
NEVER TOUCH ANY PARTS FORWARD OF THE TORCH
HANDLE (TIP, HEAT SHIELD, ELECTRODE, ETC.) UNLESS
THE POWER SWITCH IS IN THE OFF POSITION.
CAUTION: Do not depress the torch switch unless the
torch nozzle is touching the workpiece or
within 0.02" (0.51mm) of workpiece.
C. "Over Temperature" LED (Yellow light) - will turn
on if the machine becomes overheated and will turn
off automatically after the machine cools down if the
on/off switch is still on.
"Low Air Flow" LED (Green light) - will turn on during
operation when the air flow is set correctly the LED
will switch off below 15 psig (1.0 bar).
On/Off Switch (Orange light) - will light when power
supply is switched on and power is applied.
Air Pressure Gauge (Side Panel) - Shows air pressure
in bars and psi.
3.3 ASSEMBLING PT-31XL COMSUMABLE
PARTS
MAKE SURE POWER SWITCH ON POWER SOURCE IS IN
OFF POSITION AND PRIMARY INPUT POWER IS DEEN-
ERGIZED.
Install the electrode, baffle, nozzle, and heat shield as shown in
Fig. 3-2. Tighten heat shield snugly but do not overtighten.
BE SURE TO INSTALL THE SWIRL BAFFLE IN THE TORCH.
FAILURE TO DO SO WOULD ALLOW THE NOZZLE (TIP)
TO CONTACT THE ELECTRODE. THIS CONTACT WOULD
PERMIT HIGH VOLTAGE TO BE APPLIED TO THE NOZZLE.
YOUR CONTACT WITH THE NOZZLE OR WORKPIECE
COULD THEN RESULT IN SERIOUS INJURY OR DEATH BY
ELECTRIC SHOCK.
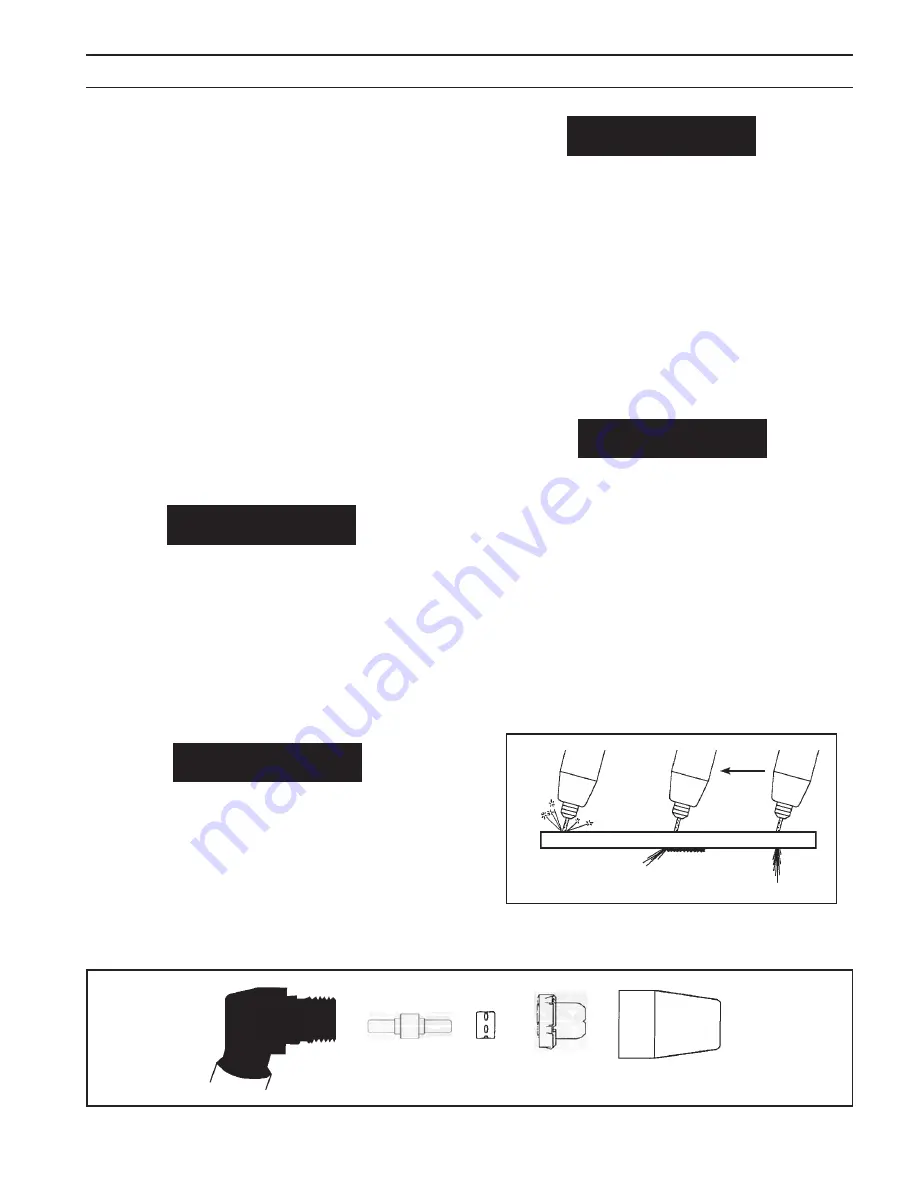
Figure 3-3 Effect of Cutting Speed
TOO FAST
TOO SLOW
CORRECT
WARNING
WARNING
WARNING
WARNING
Figure 3-2 Assembly of Standard Consumable Parts
NOTE: Nozzles
Marked By
Amperage
18205
Electrode
18785
Baffle
Nozzle
15/20A
Heat Shield
20282
19667
Summary of Contents for HandyPlasma 250
Page 4: ...4 TABLE OF CONTENTS ...
Page 20: ...20 SECTION 1 DESCRIPTION ...
Page 32: ...32 SECTION 3 OPERATION ...
Page 36: ...36 SECTION 4 MAINTENANCE ...







































































