



























23
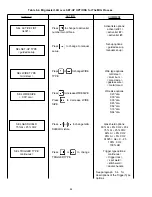
Table 5-2. Migmaster 300i cvcc TIG PROCESS SET-UP Procedures
Display
Action
Connect the MIG Torch.
Select TIG on the front panel selector switch.
Power on unit.
Set shielding gas flowmeter to 15 cfh.
Use
to increase current or
to decrease current.
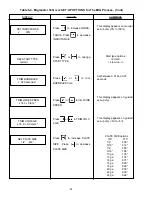
Use
to increase PRE FLOW or
to decrease PRE FLOW.
Use
to increase POST FLOW or
to decrease POST
FLOW.
Table 5-1. Migmaster 300i cvcc STICK Process
Display
Action
Connect electrode holder and Work lead.
Select STICK on the front panel selector switch.
Power on unit.
Use
to increase current or
to decrease current.
SET CURRENT TIG
v
130 amps ^
130 A 16.9v
v
130 amps ^
SET POST FLOW
v
1.2 seconds ^
SET PRE FLOW
v
1.2 seconds ^
RETURN TO
TOP DISPLAY
AND REPEAT
AS NECESSARY.







































































