






















- 35 -
US warningc
2. Antes de dar mantenimiento en el interior de la fuente de poder, desconecte la fuente de poder
del suministro de electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable primario, y cualquier otra fuente de poder
en buen estado operacional. No opere ningún equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el equipo lejos de cosas que generen calor
como hornos, también lugares húmedos como charcos de agua, aceite o grasa, atmósferas
corrosivas y las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas del equipo en su posición y en buenas
condiciones.
6. Use el equipo sólo para el propósito que fue diseñado. No modifique el equipo en ninguna
manera.
INFORMACION ADICIONAL DE SEGURIDAD
Para más información sobre las prácticas de seguridad de los equipos de arco eléctrico
para soldar y cortar, pregunte a su suplidor por una copia de “Precautions and Safe
Practices for Arc Welding, Cutting and Gouging”, Form 52-529.
Las siguientes publicaciones, disponibles através de la American Welding Society, 550 N.W. LeJuene
Road, Miami, FL 33126, son recomendadas para usted:
1. ANSI/ASC Z49.1 - “Safety in Welding and Cutting”
2. AWS C5.1 . “Recommended Practices for Plasma Arc Welding”
3. AWS C5.2 - “Recommended Practices for Plasma Arc Cutting“
4. AWS C5.3 - “Recommended Practices for Air Carbon, Arc Gouging and Cutting”
5. AWS C5.5 - “Recommended Practices for Gas Tungsten Arc Welding”
6. AWS C5.6 - “Recommended Practices for Gas Metal Arc welding”
7. AWS SP - “Safe practices” - Reprint, Welding Handbook
8. ANSI/AWS F4.1 - “Recommended Safe Practices for Welding and Cutting of Containers That
Have Held Hazardous Substances”
SIGNIFICADO DE LOS SIMBOLOS
Según usted avanza en la lectura de este folleto: Los Símbolos Significan ¡Atención!
¡Esté Alerta! Se trata de su seguridad.
Significa riesgo inmediato que, de no ser evadido, puede resultar
inmediatamente en serio daño personal o la muerte.
Significa el riesgo de un peligro potencial que puede resultar en serio
daño personal o la muerte.
Significa el posible riesgo que puede resultar en menores daños a la
persona.
ES
Summary of Contents for Origo Mig 410
Page 46: ... 46 p ...
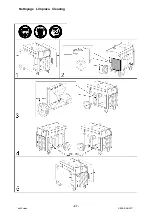
Page 47: ... ESAB AB 2011 Nettoyage Limpieza Cleaning 47 ba52clean ...
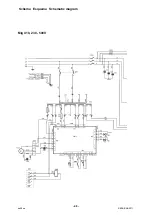
Page 48: ... ESAB AB 2011 Schéma Esquema Schematic diagram 48 ba58ea Mig 410 230 500V ...
Page 49: ... ESAB AB 2011 49 ba58ea Mig 410 230 500V ...
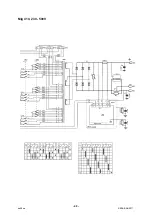
Page 50: ... ESAB AB 2011 50 ba58ea Mig 510 230 500 V ...
Page 51: ... ESAB AB 2011 51 ba58ea Mig 510 230 500 V ...
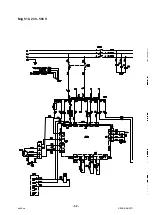
Page 53: ... ESAB AB 2011 53 ba58c Mig 510 ...
Page 57: ... 57 notes NOTES ...







































































