













Summary of Contents for Origo Mig 410
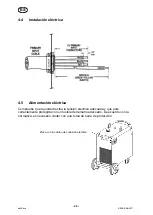
Page 46: ... 46 p ...
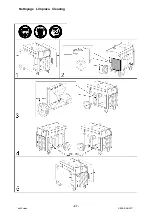
Page 47: ... ESAB AB 2011 Nettoyage Limpieza Cleaning 47 ba52clean ...
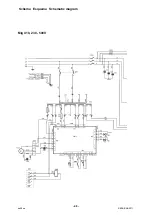
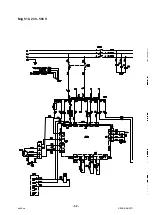
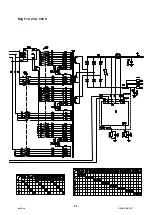
Page 48: ... ESAB AB 2011 Schéma Esquema Schematic diagram 48 ba58ea Mig 410 230 500V ...
Page 49: ... ESAB AB 2011 49 ba58ea Mig 410 230 500V ...
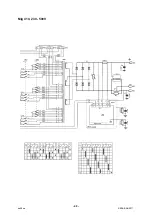
Page 50: ... ESAB AB 2011 50 ba58ea Mig 510 230 500 V ...
Page 51: ... ESAB AB 2011 51 ba58ea Mig 510 230 500 V ...
Page 53: ... ESAB AB 2011 53 ba58c Mig 510 ...
Page 57: ... 57 notes NOTES ...







































































