










4
soda washing soda may be substituted for the sodium
carbonate. Thoroughly scrub all surfaces of the parts.
If immersion treatment is used, continuously stir the
parts in the solution for at least 10 minutes.
After washing, thoroughly rinse the parts with clear
water. Repack the valve with valve packing approved
for oxygen service.
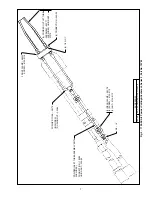
C. MIXER DISK
If necessary, the torch mixer disk can be removed for
cleaning as follows: Remove the two hex nuts and cap
screws used to bolt the preheat mixer body to the cut-
ting oxygen block. Using a wrench, unscrew the mixer
tube connecting nut. Remove the mixer body and in-
vert it. The mixer disk will then fall out.
To clean the mixer disk center orifice, use a No. 5 drill.
To clean the outer orifices use a No. 51 drill. Other
cleaning tools tend to enlarge or bell-mouth the ori-
fices, and should not be used.
If the mixer disk is distorted or the seating surfaces
marred or scratched, it should be replaced with a new
one. In reassembling the mixer disk and mixer tube in
the torch, make sure that the seating surfaces are
clean.
D. GAUGE
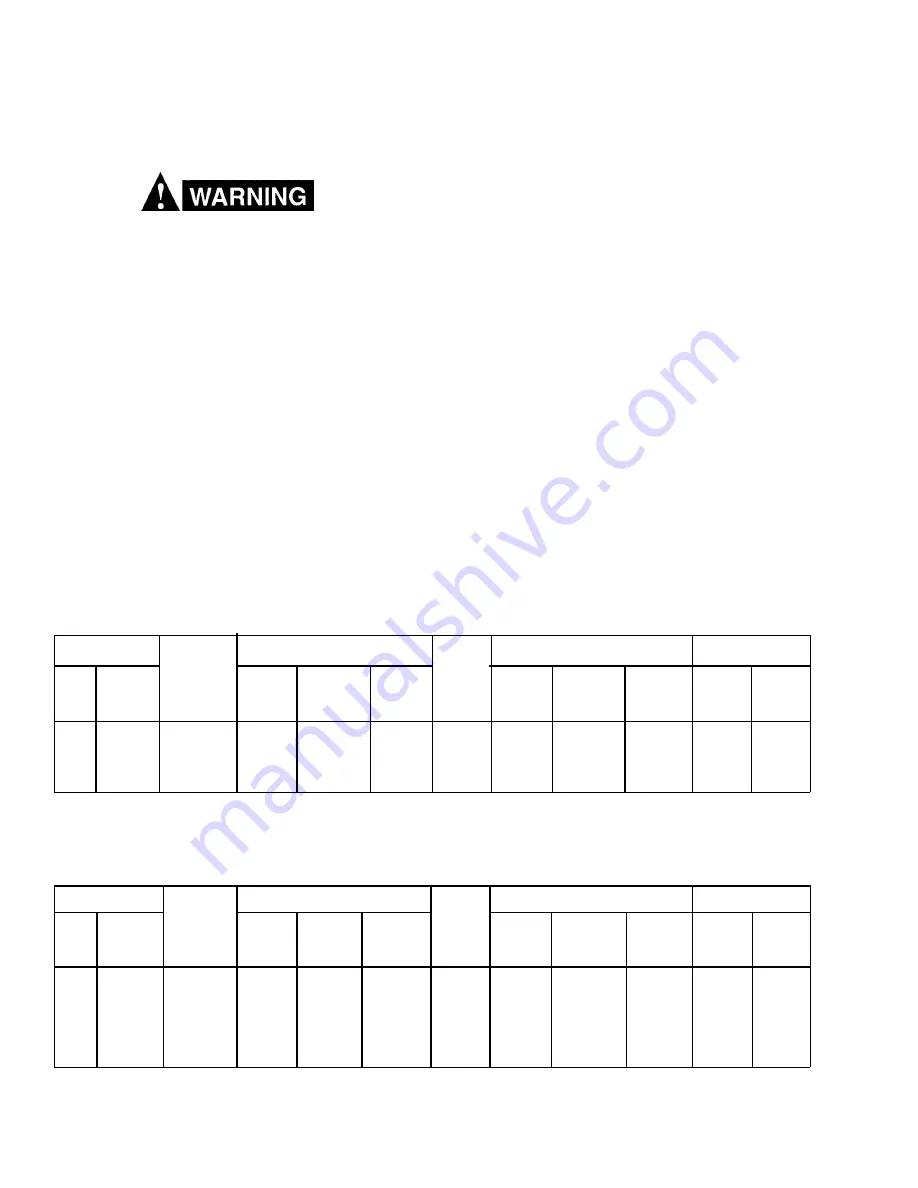
1702 Series Natural Gas Nozzles
Nozzle
Gas Pressure, psig
Gas Consumption, cfh
Cleaning Drill Size
Steel
Cutting
Cutting
Preheat
Thickness, Oxygen
Natural
Preheat
Speed,
Cutting
Natural
Oxygen
Size
Part No. in.
*
Gas
Oxygen
ipm
Oxygen
Gas
**
Cutting
Preheat
30
460064
24 - 26
22
7 - 15
11 - 25
2-3-1/2
2160
190 - 380
285-570
19/64”
5/64”
40
596578
28 - 30
18
11 - 16
18 - 25
2-3-1/2
3470
275 - 400
410-600
“X”
46
50
5470081 35 - 40
12
12 - 17
20 - 26
3
4600
380 - 450
570-675
1/2”
46
60
5470082 45 - 50
7
14 - 18
25 - 30
2-2-1/2
5450
450 - 525
675-790
19/32”
45
70
5490062 50 - 60
6
16 - 24
30 - 40
2-1-1/4
7500
525 - 650
790-975
11/16”
43
* Read from gauge mounted on torch.
**Preheat oxygen flow is given as 50% of natural gas flow for a 1.5 oxygen to 1.0 natural gas ratio. This oxygen/natural gas ratio produces a long
inner cone flame length which is used for most heavy cutting operations.
Nozzle
Gas Pressure, psig
Gas Consumption, cfh
Cleaning Drill Size
Steel
Cutting
Cutting
Preheat
Thickness, Oxygen
Preheat
Speed,
Cutting
Oxygen
Size
Part No. in.
*
Acetylene
Oxygen
ipm
Oxygen
Acetylene
**
Cutting
Preheat
30
08Z78
24 - 26
22
10
20
2-3-1/2
2160
213
170
19/64”
53
40
08Z80
28 - 30
18
10
20
2-3-1/2
3470
272
217
“X”
54
50
08Z82
35 - 40
12
10
20
2-3
4600
330
264
1/2”
3/64”
* Read from gauge mounted on torch.
**Preheat oxygen flow is given as 80% of acetylene flow. This oxygen/acetylene ratio produces an 18 in. acetylene feather which is used for
most heavy cutting operations.
1701 Series Acetylene Nozzles
line valve to the dispenser or back out the air regulator
adjusting screw. Vent the dispenser by opening the pet-
cock on the cover.
IV. MAINTENANCE
To prevent fires do not use common oil or grease
on this equipment. Only use lubricants specifically
indicated in the text and illustrations.
A. GENERAL
Equipment should be inspected at frequent intervals
by a competent operator. Use only standard parts listed
herein. For repairs or replacement other than those
mentioned in these instructions, return the equipment
to ESAB Remanufacturing Center, 411 S. Ebenezer
Road, Florence, SC 29501.
B. CLEANING COMMERCIAL SHUTOFF VALVES
TO OXYGEN STANDARDS
Disassemble the valve. Scrub or immerse the parts in
a hot solution of sodium carbonate or trisodium phos-
phate mixed in the proportions of 1 lb. to 3 gallons of
water. Note that 1 lb. of soda ash or 2-3/4 lb. of sal







































































