











PT-19XL PLASMARC CUTTING TORCH
SECTION 3
INSTALLATION AND OPERATION
Cutting Data PT-19XL W/Air (50 AMPS)
F. When cutting operation is completed, wait a
few minutes before placing the POWER switch
to the OFF position so that the cooling fan has
time to remove the heat from the unit. Then
shut off the primary power at the main discon-
nect switch.
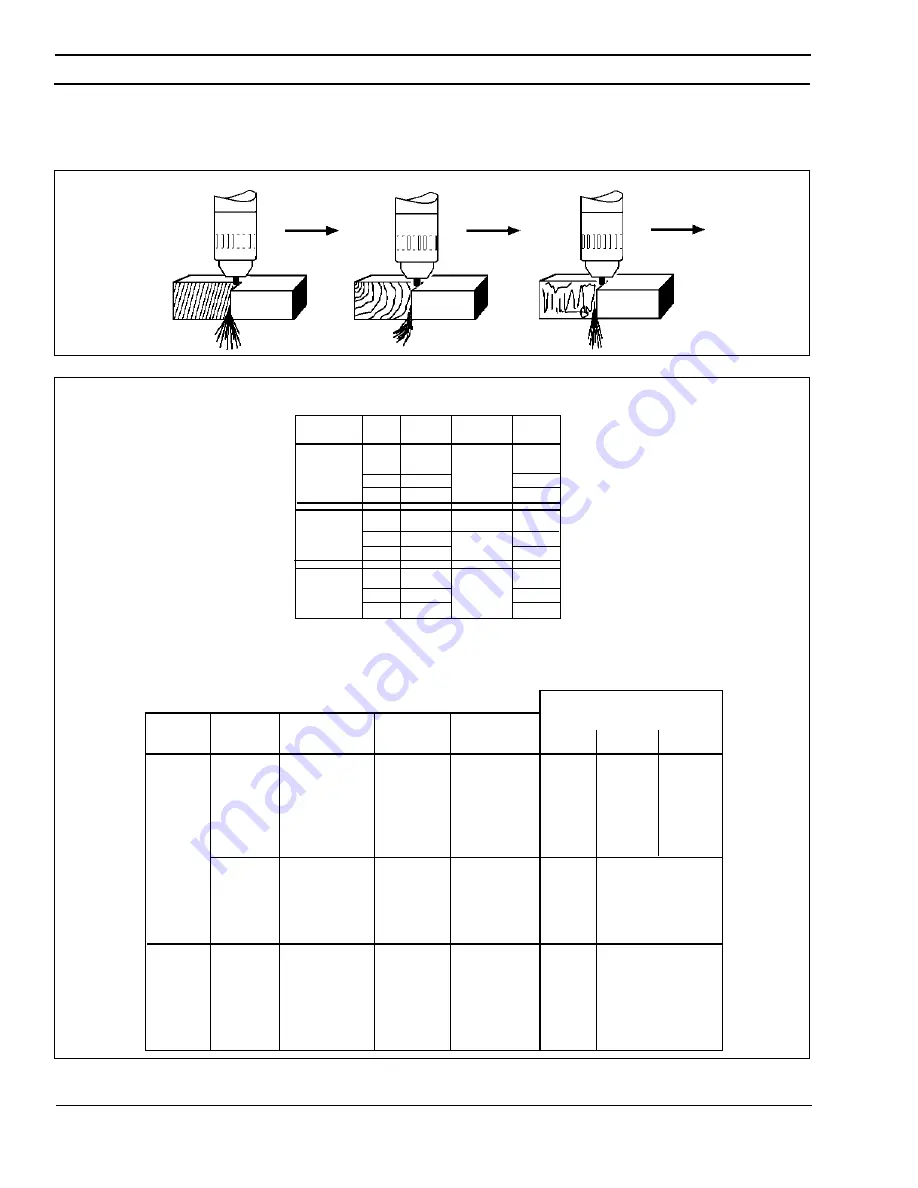
TOO SLOW
TOO FAST
Figure 3-1. Effect of Cutting Speed
CORRECT
Current
Nozzle
150A
34048
250A
34101
Gas Type
& Setting
Air
Low 4
Oxygen
Low 4
Air or
Oxygen
Low 5
Standoff
For Piercing
3/8
3/8
1/2
1/2+
1/2+
3/8
3/8
1/2
1/2+
1/2+
1/2+
1/2+
1/2+
1/2+
Piercing not
Recommended
Standoff
For Cutting
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
3/8
Material
Thickness
1/4
3/8
1/2
5/8
3/4
1
1/4
3/8
1/2
5/8
3/4
1/2
5/8
3/4
1
1-1/2
2
Carbon
Steel
130
90
60
50
40
20
130
100
65
55
45
120
100
80
60
30
15
Stainless
Steel
140
75
50
30
20
12
Aluminum
160
115
80
60
40
20
Speed (IPM)
Not
Recommended
No Data Developed
Oxygen Not
Recommended For
Stainless Steel &
Aluminum
Fig 3-2. PT-19XL Cutting Data (Range of Maximum Speeds)
Standoff
1/8 to 3/16
3/16
1/8 to 3/16
1/8
Metal
Low
Carbon
Steel
Stainless
Steel
Aluminum
Thick
1/4
1/8
1/16
1/4
1/8
1/16
1/4
1/8
1/16
Current
65
50
50
65
50
50
65
50
50
IPM
65
120
250
65
80
230
65
130
250
Speed
Note: Pierce at 3/16 to 1/4 inch. Standoffs at the lower end
of the recommended range generally produce less
bevel angle.
Cutting Data PT-19XL W/Air & Oxygen (150 & 250 AMPS)
6







































































