





























-- 46 --
bu12d04a
7.3
Recall
If you want to call in a stored data set--up; make sure you are in the memory
menu.Press the RECALL button.
MEMORY FUNCTIONS -- STORED WELD PARAM.
10
STORE
DELETE
RECALL
COPY
QUIT
Example
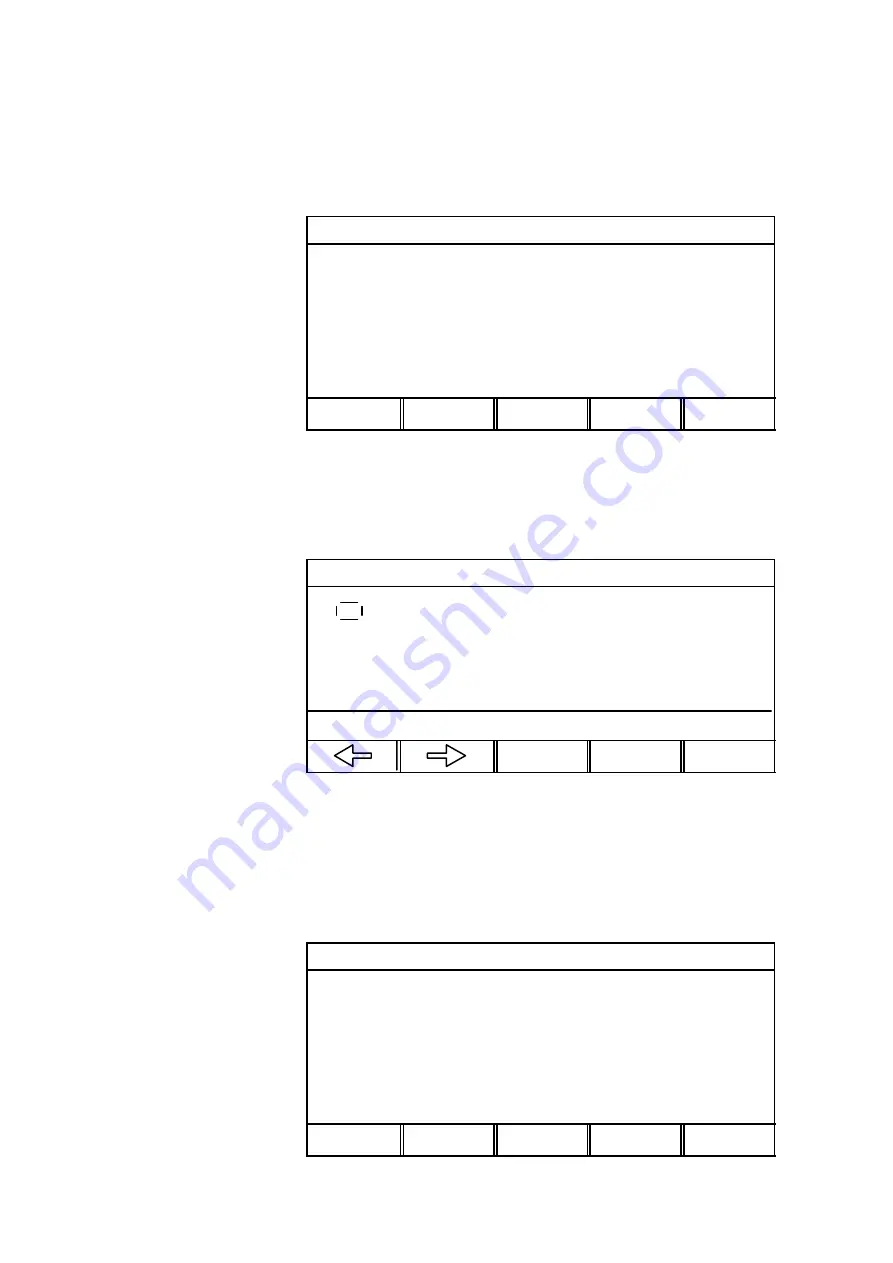
The most recently stored data set--up is automatically marked. If there is more than
one stored data set--up, you can move the cursor between these with the left and
right arrow button.
RECALL MEMORY NR. 10
Press ENTER to
confirm that you
want to recall data
set number 10.
10
"
DIP/SPRAY. Metal cored Fe. Ar+8% CO2
QUIT
ENTER
Use the QUIT button to return to the memory menu.
7.4
Copy
You can copy the contents in a weld data set--up to a new memory location. Start by
pressing the COPY button.
MEMORY FUNCTIONS -- STORED WELD PARAM.
10
STORE
DELETE
RECALL
COPY
QUIT







































































